

If you are comparing sections, drawings, or catalog pages, clarity matters first. Many costly mistakes start when people treat shape, alloy, temper, and finish as if they mean the same thing. They do not.
An aluminium extrusion profile is a continuous aluminum shape made by forcing softened alloy through a die, creating a fixed cross-section along its length.
That short answer covers the core aluminium extrusion meaning, but the full aluminium extrusion definition gets more useful when you break the terms apart.
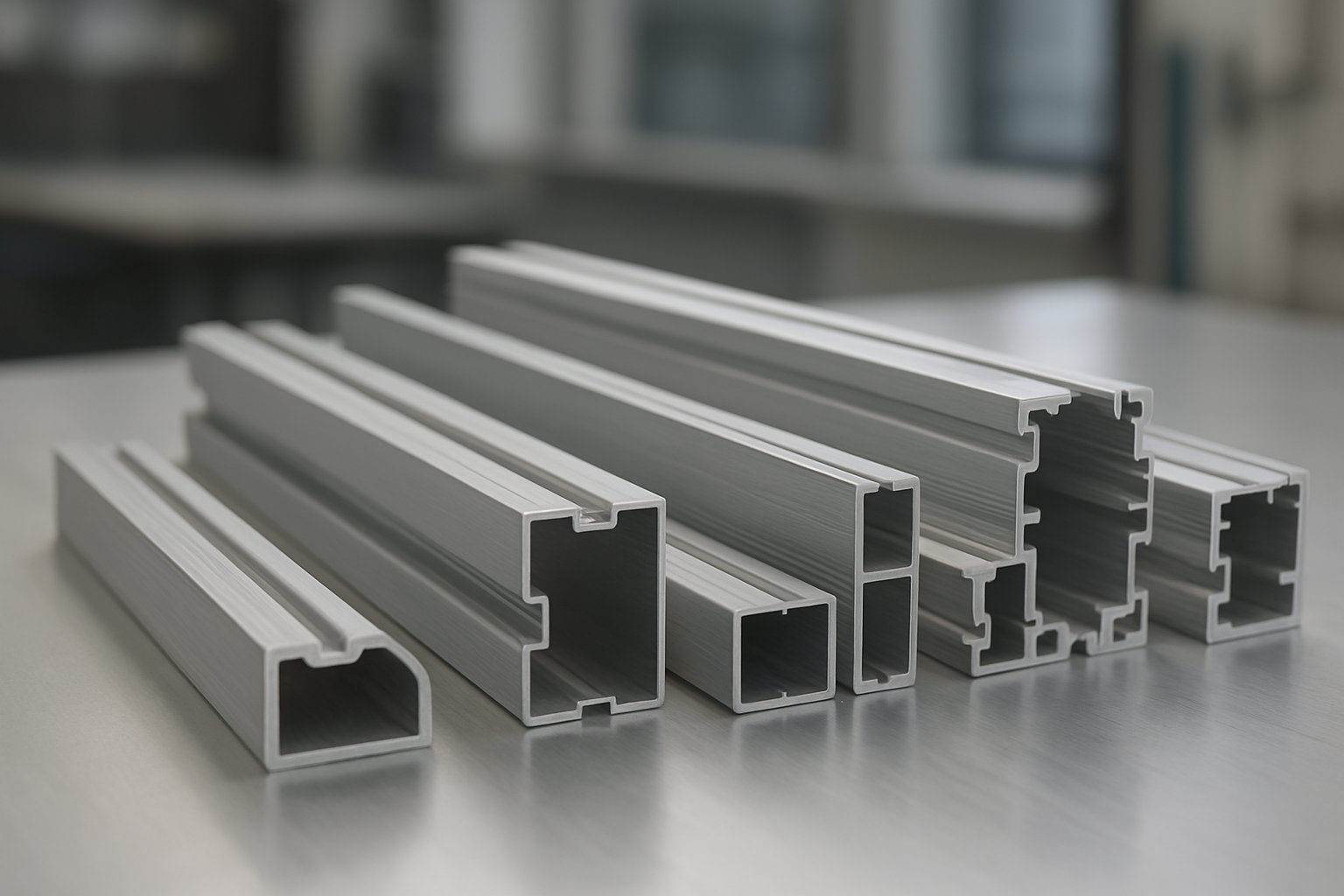
An aluminium extrusion profile is not just “a piece of aluminum.” It is a designed section built around a repeated shape. That shape may be simple, like a flat bar or channel, or far more specialized. The key idea is consistency. One aluminium extruded profile keeps the same cross-section from one end to the other, which makes it useful for framing, trims, enclosures, transportation parts, and many other applications noted by Eagle Aluminum.
The process starts with an aluminum billet, or cast log, that is heated until it becomes soft and malleable but remains solid. A press then forces that material through a die opening shaped like the desired section. The metal exits as a long, fully formed profile, then it is cooled, straightened, cut, and aged. Process basics from AEC show why this method can produce both simple and complex extrusion profiles with repeatable geometry.
The cross-section controls how the part fits, carries load, accepts fasteners, sheds water, or presents a finished look. A small change in wall placement or slot shape can affect stiffness, assembly speed, and finishing results. That is why two parts made from the same alloy can behave very differently in service. Shape comes first, but shape alone is never the whole story, which is exactly where profile families start to separate in practical selection.
That separation becomes practical the moment you open a catalog. The same extrusion process can produce stock sections, purpose-built custom shapes, and slot-based framing members, but those categories solve different problems. When people treat them as interchangeable, selection errors start early. A better approach is to sort families by how they are meant to be used before comparing drawings, accessories, or prices.
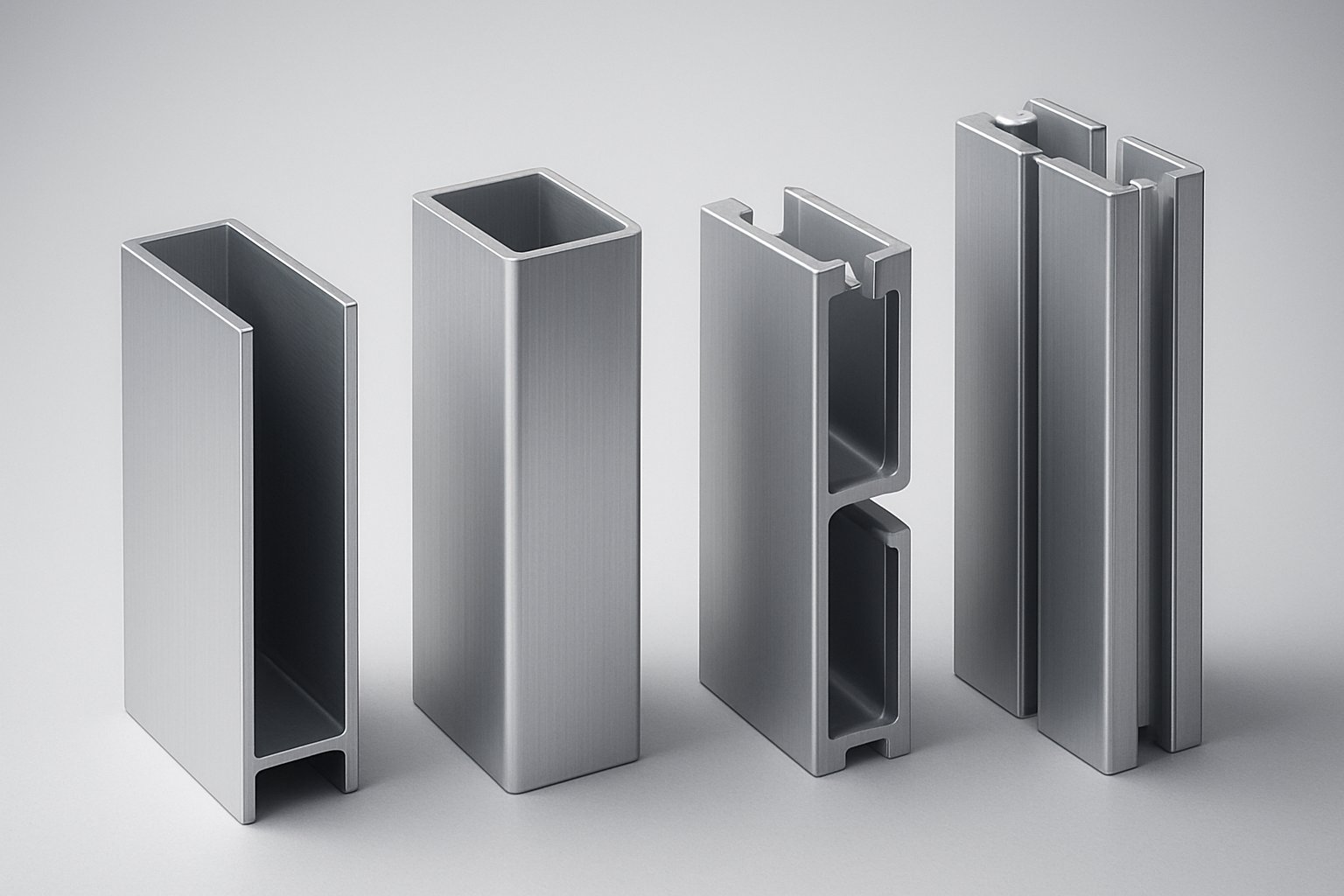
Many suppliers group standard aluminium extrusions into familiar stocked forms. The product range shown by LA Metals includes equal and unequal angle, channel, tee section, flat bar, round tube, square box, rectangular box, Zed sections, I beams, top hats, architectural sections, and sign sections. These are the baseline families of the market. They are usually chosen when the job can be solved with a known section rather than a new geometry, and they fit projects where straightforward fabrication and predictable sourcing matter more than built-in special features.
Custom aluminum extrusion profiles sit on the other end of the spectrum. The same LA Metals reference notes that bespoke dies allow unique shapes for specialized applications, with customization extending to lengths, finishes, and added features. Their examples span windows and doors, medical equipment, furniture, railways, nautical construction, roofing, and structural building components. This route is useful when one section needs to do several jobs at once, such as guiding hardware, hiding fixings, managing edges, and improving appearance. In those cases, a custom section can be more suitable than building an assembly from a generic aluminium profile system.
T-slot members belong to a broader family of adjustable framing. An industry overview describes T-slot profiles as extruded modular components assembled with brackets and fasteners, with wide profile variety and strong use in static applications. That makes a modular aluminium frame system especially attractive for machine guards, workstations, enclosures, and other builds that benefit from reconfiguration. Still, aluminium framing systems are not direct substitutes for every structural or architectural section. A slot-based aluminium systemprofile is optimized for accessory compatibility and adjustability, while a plain tube, channel, or bespoke visible section may be the better fit when the priority is direct strength, cleaner exterior lines, or controlled visual integration.
| Profile family | Typical assembly method | Flexibility | Common limitations | Best-fit use cases |
|---|---|---|---|---|
| Standard open sections | Fabricated from stocked lengths, then mechanically fixed or incorporated into assemblies | Moderate | May require more secondary fabrication because features are not integrated | Brackets, supports, trims, simple frames |
| Standard hollow sections | Used as cut lengths in fabricated frames or support structures | Moderate | Limited built-in attachment or accessory features | General structural members, rails, box frames |
| Custom profiles | Project-specific joining based on integrated geometry and end use | High design freedom | Requires bespoke die definition and clearer up-front design decisions | Integrated components, appearance-critical parts, application-specific sections |
| T-slot and modular framing | Bracket and fastener based assembly with compatible accessories | High reconfiguration potential | Catalog framing members are not ideal for every load path or visual requirement | Enclosures, machine guards, workstations, adjustable structures |
| Architectural and sign sections | Integrated into visible assemblies with project-specific fixing details | Moderate to high | Often selected for finish, integration, or edge detail rather than universal structural duty | Façade-related parts, display elements, finish details |
Selection changes with the real priority. Strength often points toward straightforward open or hollow sections. Adjustability and enclosure building often favor slot-based families. Appearance and part integration can justify custom geometry. That is where shape stops being the only decision, because alloy and finish begin to change how the same cross-section behaves and looks in service.
In any aluminium extrusion profile, the drawing defines the shape, but alloy and finish decide how that shape behaves in real service. Two aluminium extruded profiles can look nearly identical on paper and still differ sharply in strength, weldability, surface quality, and weather resistance. That matters whether you are specifying a visible aluminium section for a facade or choosing aluminum frame material for equipment.
For many projects, the most practical alloy comparison starts with 6061 and 6063. Data from Eagle Aluminum lists 6061-T6 at a minimum ultimate tensile strength of 42,000 psi and yield strength of 35,000 psi. The same source lists 6063-T6 at 28,000 psi ultimate and 23,000 psi yield. In plain language, 6061 is usually the stronger structural choice. It is also noted for corrosion resistance and weldability. 6063, by contrast, is widely preferred where smoother surface finish, good machinability, better forming characteristics, and anodized appearance matter more than raw strength. For visible extrusion aluminium profiles, that difference can be decisive.
Broader alloy guidance from JM Aluminium adds useful context. 1100 is valued for good forming characteristics and corrosion resistance when high structural strength is not the main goal. 7075 delivers very high strength, but it is harder to weld and form. In other words, a load-bearing aluminium framework and a finish-critical trim piece may both be extrusions, but they rarely want the same alloy priorities.
Finish is not just cosmetic. Can Art describes anodizing as an electrochemical process that creates an oxide layer integral to the aluminum surface. That layer improves corrosion resistance, abrasion resistance, and UV stability while keeping a natural metallic look. Powder coating works differently. It adds a cured protective film, opening up a much wider color and texture range with strong visual consistency across batches. A white aluminum profile, for example, is typically a finish decision such as powder coating, not an alloy decision.
| Option | Strength emphasis | Finish quality potential | Corrosion resistance | Fabrication friendliness | Typical fit |
|---|---|---|---|---|---|
| 6061-T6 alloy | Higher, 42,000 psi ultimate and 35,000 psi yield minimum | Good, but usually chosen less for appearance-led surfaces | High | Highly weldable and suitable for common fabrication methods | Structural members, support frames, stronger profiles |
| 6063-T6 alloy | Lower than 6061, 28,000 psi ultimate and 23,000 psi yield minimum | Smoother surface, strong fit for visible anodized parts | Good | Good forming, machinability, weldability, and heat treatability | Architectural trims, frames, tubing, furniture, appearance-critical parts |
| Anodized finish | Does not increase base alloy strength | Natural metallic, clean, and uniform | Excellent | Appearance can vary by alloy, and local repair is difficult | Outdoor visible parts, wear-prone surfaces, metallic aesthetics |
| Powder-coated finish | Does not increase base alloy strength | Wide color and texture range, including decorative finishes | Very good with proper pretreatment | Needs finish planning early, and severe impact can chip coating | Color-driven facades, equipment housings, branded components |
Many costly mistakes begin when strength, finish quality, corrosion resistance, and easy fabrication are treated as if they always arrive together. They do not. The geometry itself often decides how much of that wish list is actually manufacturable, and that is where design rules become impossible to ignore.

The surface can be right and the alloy can be well chosen, yet a profile can still become costly the moment it reaches the press. That is where design for manufacturability starts to matter. A solid DFM guide makes the point clearly: extrusion success depends on geometry, die behavior, metal flow, and downstream processing working together, not just on a clean CAD sketch. For any aluminium profile extrusion, small shape decisions often decide yield, straightness, and finishing consistency.
Uniform wall thickness is one of the highest-impact rules in an aluminum extrusion design guide. The same DFM reference recommends keeping wall-thickness variation across the section to about 2:1 or less. When thick and thin regions sit side by side, metal tends to move faster through the heavier zones, which can starve thinner areas and cause distortion, tearing, or surface marks. For typical 6xxx alloys in moderate-sized sections, a common starting point for minimum wall thickness is about 1.2 mm to 1.6 mm, though actual feasibility still depends on width-to-thickness ratio, rib spacing, and overall size.
Corner treatment matters just as much. Internal fillets of at least 0.5 mm to 1.0 mm are recommended where space allows because sharp corners increase local die stress and make flow less stable. They also make cosmetic lines more visible. Many searches for extrusion profiles aluminum focus on shape alone, but the die does not see a drawing the way a designer does. It sees resistance, pressure, and unsupported steel.
Deep slots, narrow openings, tall fins, and multiple voids are where manufacturability gets harder fast. The design guide from American Douglas Metals notes that openings 0.25 in wide but more than 1 in deep put heavy strain on die support, and depth-to-opening ratios should stay under 4:1. Ya Ji Aluminum gives a similar practical rule for fin-type features: keep height-to-gap ratios at 4:1 or below to reduce die breakage and waviness.
Section type also changes difficulty. Solid profiles are easiest to run. Semi-hollow shapes need bridge die elements. Hollow shapes require porthole or bridge dies with mandrels, and multi-void hollows are the most demanding. Many aluminum extrusions profiles that look efficient on screen become slower, riskier, and more expensive because thin tongues in the die are carrying too much stress.
Good aluminum extrusion die design is really flow control. Bearing lengths, porthole layout, and pocket geometry are adjusted so metal exits the die at a balanced speed. The same DFM source notes that shorter bearing length increases local flow, which is one reason symmetrical and simplified sections usually run better. It also points out that many general-purpose presses prefer a circumscribing circle diameter of 203 mm, or 8 in, or less, while larger sections may require more specialized capacity.
Tolerances belong in this discussion too. A tolerance overview highlights common commercial examples such as about ±0.40 mm on a 50 mm width, wall thickness around ±10%, straightness near ±0.30 mm per 300 mm, and twist around ±0.5 degrees per 300 mm. Those are not universal promises, but they are a useful reminder that tighter requirements usually mean slower speeds, more inspection, and higher scrap.
Easier-to-extrude geometry usually improves consistency, yield, and commercial viability.
That is why manufacturability is more than a production detail. It decides whether a section is realistic at volume, whether finish quality will hold up, and whether the geometry belongs in an existing die family or deserves a custom path.
A workable drawing is only half the decision. For any aluminium extrusion profile, the bigger question is whether an existing die already solves the job, or whether the geometry needs to be purpose-built to improve assembly, fit, or appearance.
A comparison from Eleanor describes standard aluminium extrusion profiles as pre-designed sections that are readily available, cost-effective, and widely used across construction, transportation, and industrial applications. That makes them the practical choice when common standard aluminum extrusion shapes, such as angles, channels, tubes, or box sections, already meet the structural and fabrication need.
If stock aluminum extrusion profiles can be cut, drilled, and joined without major workarounds, procurement usually gets easier. The design team can often move faster too, because there is no new die to approve and fewer supply variables to manage. Many stock aluminium extrusion profiles also fit familiar shop methods, which lowers the risk of solving a simple problem with an overcomplicated section.
A custom aluminium profile becomes easier to defend when one section can do several jobs at once. The same Eleanor reference notes that custom profiles suit precise dimensions, unique shapes, and specialized functionality. In practice, that may mean integrated fastening features, cable paths, glazing details, snap fits, or a cleaner visible edge that avoids separate trims and brackets.
That is where bespoke aluminium profiles often create value. Even if the entry cost is higher, the part may reduce machining, simplify assembly, improve compatibility with mating components, or produce a more seamless visual result than a fabricated build from standard sections.
Tooling usually decides how quickly the cost gap appears. Standard routes typically avoid new die charges. Custom routes add die development, sample review, and more front-end coordination. Those details vary by supplier and profile complexity, so the decision should stay principle-based unless you have a specific quote in hand. One supplier example from Profile Precision Extrusions places many custom die costs between $1,250 and $1,950, with more complex multi-hollow dies reaching $5,000 and typical die builds taking about 3 to 5 weeks. Useful numbers, yes, but they are still supplier-specific rather than universal.
| Decision factor | Standard path | Custom path | What it usually means |
|---|---|---|---|
| Die availability | Existing die or stocked section | New die required | Standard usually shortens sourcing and approval time |
| Design freedom | Limited to catalog geometry | High freedom within extrusion rules | Custom is stronger when integration matters more than familiarity |
| Tooling needs | Little to none upfront | Added die and sample cost | Standard lowers early project commitment |
| Revision flexibility | Easier to switch sizes or comparable sections | Changes may require die revision or redesign | Custom rewards stable requirements |
| Supply planning | Simpler forecasting and replacement sourcing | More supplier coordination and drawing control | Standard often reduces procurement friction |
| Best fit | General-purpose structures and fast-moving projects | Integrated parts, assembly savings, cleaner visual lines | The right answer depends on total system efficiency, not only piece price |
If a catalog section does the job cleanly, standard usually wins on speed and simplicity. If the section must improve assembly efficiency, part compatibility, or visual integration, custom may be the smarter route. Either way, the decision only becomes useful when it is translated into dimensions, tolerances, finish, and fabrication notes that a supplier can actually quote against.
A workable drawing can still create expensive problems if the specification is incomplete. Whether you start with an Aplank datasheet, an aluminum extrusion catalog, or an aluminum profile catalog, the goal is the same: convert a rough idea into instructions a supplier can quote, make, and inspect with confidence. The most useful references keep returning to the same core items: geometry, alloy and temper, dimensions and tolerances, finish, fabrication needs, finished length, and quantity.
Begin with the job the section must do. Ask what load it carries, what span it crosses, and how it connects to the rest of the build. A visible trim, a machine frame member, and a support rail may all look similar in an aluminum sections catalogue, yet they need different priorities. Aplank highlights profile geometry, fit, load-bearing capacity, weight per unit length, and compatibility with adjacent systems as key checks before approval. That keeps selection tied to performance instead of shape alone.
A quote request should read like a short technical brief, not a shopping note. Guidance from Profile Precision Extrusions recommends a sketch or CAD file, desired dimensions and tolerances, alloy and temper, finish, finished length, and quantity. If you are reviewing aluminum extrusion profiles products online, treat the product page as a starting point only. Attach the drawing, note the real acceptance criteria, and identify any standard parts for aluminum profile that must fit without field modification.
An aluminum extrusion catalog can narrow options quickly, but a complete specification does something more important: it shows whether extrusion is truly the right manufacturing route for the part at all.
A complete specification should also answer a harder question: should the part be an extrusion at all? An aluminium extrusion profile is made as a long section with the same cross-section along its length, so the process works best when that repeated geometry is a real advantage. If the design only borrows the idea because it sounds efficient, cost and complexity can show up later.
Use examples collected by A-Line include modular workstations, machine enclosures, safety guarding, conveyor structures, cleanrooms, carts, storage systems, and custom fixtures. A process guide from JIH-I also points to doors, windows, rails, supports, lighting channels, and electronics housings. That makes industrial aluminum profiles a strong fit for long, linear parts that need low weight, corrosion resistance, and repeatable assembly. Many structural aluminum extrusion profiles and aluminum tube profiles work well for the same reason: one consistent section can replace several fabricated pieces. Aluminum window extrusion profiles are another clear match because frames, tracks, and trim all benefit from stable geometry and finish quality.
| Use category | Why extrusion fits | When to question it | Another route to review |
|---|---|---|---|
| Framing, workstations, guards | Long members, modular assembly, accessory integration | Large formed panels or many unique bends dominate the design | Sheet fabrication or hybrid assemblies |
| Façade-related parts and window sections | Clean visible lines, repeatable channels, corrosion resistance | Heavy 3D sculpting or non-uniform shapes are required | Formed sheet, cast nodes, or machined connectors |
| Machine structures, rails, supports | Good stiffness-to-weight for repeated linear members and structural aluminium applications | Loads concentrate into complex local bosses or thick junctions | Machining, welded fabrication, or casting |
Warning signs are usually easy to spot. If the part changes shape every few inches, needs deep local pockets, heavy bosses, or sculpted one-off details, the main benefit of extrusion starts to fade. In those cases, sheet metal, machining, casting, or a mixed-process design may be easier to make and easier to revise. Aluminum extruded profiles are efficient when the section remains meaningful along the full length, not when the design is really a 3D part pretending to be a linear one.
The best choice is rarely about one feature alone. Extrusion is excellent when you want clean appearance, fast assembly, and integrated channels or slots in a single member. Another process can be smarter when rigidity depends more on localized mass than cross-sectional shape, or when post-processing would overwhelm the value of the base profile. The real goal is not to force every part into one method. It is to find the route that delivers the required shape, finish, and performance with the fewest workarounds. That is where catalogs and supplier claims start to matter just as much as the geometry itself.
Catalogs become useful at the point where drawings meet procurement. A solid aluminum extrusion catalogue should make it easy to confirm profile family, alloy, finish, cut length, fabrication options, stockholding, and packaging needs. Guidance from Custom Profiles is a good reminder that missing basics, such as length tolerance or secondary machining, can derail a quote before production even starts.
When reviewing aluminum extrusion profiles, look for clear separation between standard sections and custom work, plus visibility on anodizing, powder coating, mill finish, machining, and delivery support. The UK market scan at SinoExtrud shows why that matters: some suppliers focus on bespoke short runs, while others lean on stock supply and broader distribution. Searches for aluminium extrusion manufacturers uk often mix those models together, so the catalog needs to tell you which one you are actually evaluating. If you are comparing aluminium profile suppliers, that clarity matters more than page count.
If two aluminum profile suppliers seem similar, send the same drawing and finish requirement to both. Lists of aluminium extrusion uk suppliers can help you build a shortlist, but the real differences show up in the questions they ask back. The better partner will usually clarify tolerances, fabrication steps, finish expectations, and delivery planning instead of quoting from assumptions. That simple scorecard approach turns a broad search into a supplier choice you can defend.
They describe different parts of the specification. The profile is the cross-sectional shape. The alloy is the material grade used to achieve certain performance traits. The temper describes the condition of the metal after processing, which affects strength and workability. The finish is the surface treatment, such as anodizing or powder coating. Keeping these terms separate helps prevent a common mistake: assuming two parts with the same shape will behave the same in service.
A standard profile usually makes sense when a stocked angle, channel, tube, or box section already meets the load, fit, and fabrication needs. It can simplify sourcing, reduce upfront tooling commitment, and make replacements easier later. A custom profile is more justified when one section needs to combine functions, such as mounting features, hidden fixings, cable paths, or cleaner visible edges. The best decision is usually based on total system efficiency, not just the initial piece price.
Neither is universally better. 6061 is often chosen when strength is the leading requirement, especially for support members and more structural uses. 6063 is commonly preferred when surface quality, smoother anodized appearance, and easier shaping matter more, which is why it appears so often in architectural and visible components. The right choice depends on whether your priority is load performance, finish quality, machining, welding, or a balance of all four.
The main warning signs are uneven wall thickness, very sharp internal corners, deep narrow slots, thin fins, and complex hollow sections with multiple voids. These features make metal flow harder to control and increase stress on the die. That can lead to lower consistency, more finishing issues, tighter production limits, and higher tooling risk. In many cases, simplifying the geometry slightly improves yield and quality without changing the part's function.
Start by checking whether the supplier clearly separates standard sections from custom work and shows alloy, temper, finish, machining, and inspection capability. Then send the same drawing and requirement set to each shortlisted supplier so you can compare how well they clarify tolerances, fabrication steps, and finish expectations. For projects that need custom geometry and finish flexibility, a catalog example such as Shengxin Aluminium can be useful for benchmarking anodized and corrosion-resistant options, but the final choice should still depend on technical fit, quality controls, and communication quality.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










