


Walk through almost any factory and you will see the same idea repeated in different forms: straight metal members used to build frames, guards, benches, and conveyor structures. In many of those builds, the material is an industrial aluminium profile because it combines low weight, good corrosion resistance, and easy fabrication for changing layouts and equipment needs, as described in common industrial uses.
An industrial aluminium profile is a long, consistent cross-section made from aluminum alloy for building industrial structures and components.
If you have ever searched what is aluminum profile, that simple definition gets you close. The word profile refers to the shape you would see if you cut the part and looked at its end. That shape might be a T-slot, channel, angle, tube, or another section designed for assembly and load support. An aluminium profile or aluminum profile is often chosen because the same cross-section can be produced repeatedly in long lengths, then cut, machined, and joined as needed.
People asking what does extruded aluminum mean are really asking how that shape is created. In the extrusion process, aluminum alloy is pushed through a die. The metal comes out in the same cross-sectional form as the die opening, much like toothpaste taking the shape of a tube opening. In plain terms, the aluminium extrusion meaning is shaping heated alloy into a repeatable form. After that, the profile may be heat treated, finished, cut, drilled, or machined for its final job.
That distinction matters in real buying conversations. Someone may ask what is aluminum profile, but the actual requirement is often broader: not just one shape, but a modular set of parts that must fit together cleanly on the shop floor.
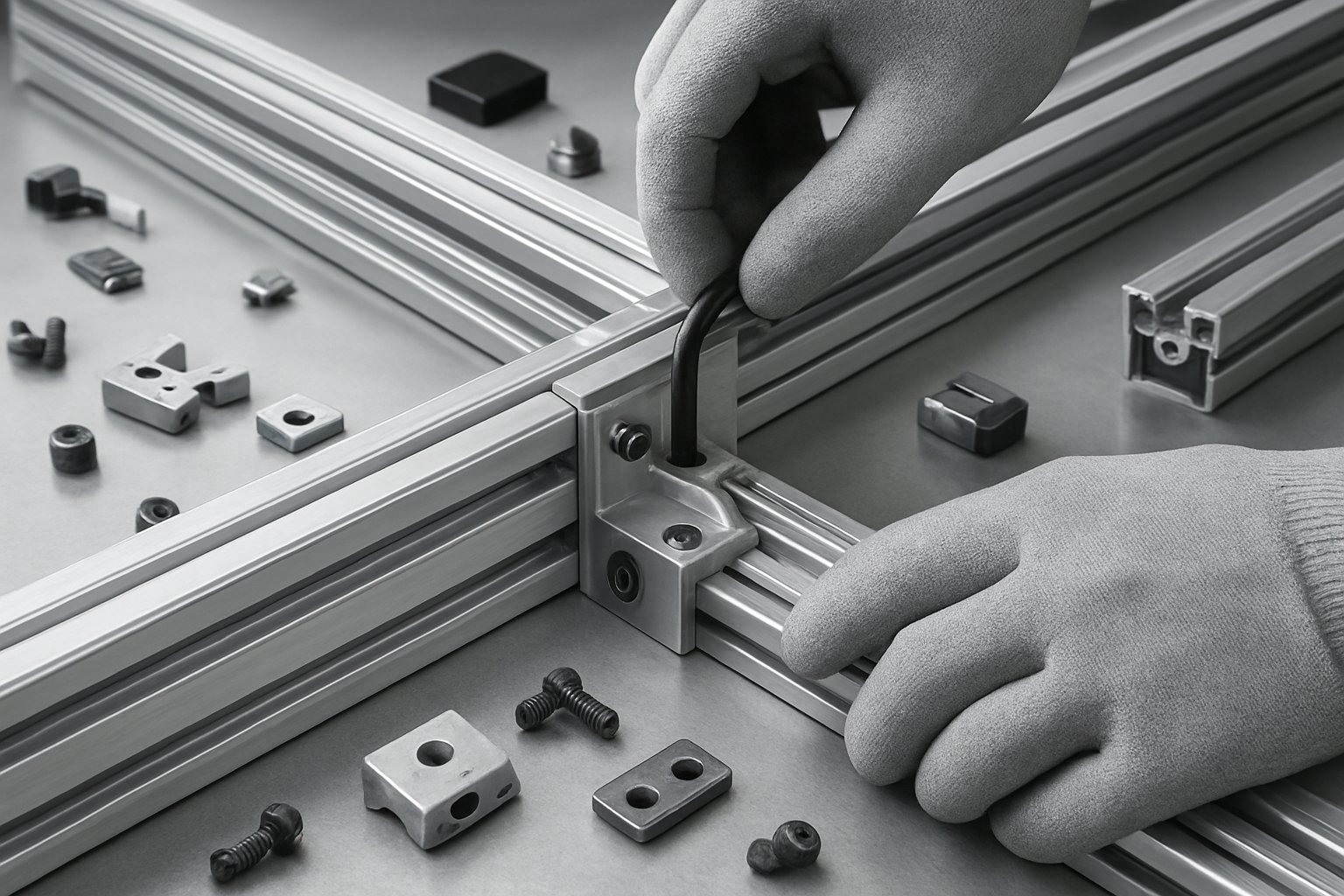
That broader buying question is why many projects are specified as a system, not as a single bar or section. In real factory builds, an aluminium profile system or aluminum profile system is a modular set of profiles, slots, fasteners, and accessories designed to work together. For anyone sourcing an industrial aluminium profile, this matters because the frame is only one part of the final structure. The value comes from how easily it can be assembled, adjusted, and expanded without welding.
Most systems use extruded profiles with T-shaped channels running along one or more faces. Those slots accept nuts, bolts, brackets, and other aluminum extrusion components, letting builders position parts where they need them and tighten them in place with basic tools. Guides from Kanya and PTSMAKE both describe the same core advantage: parts can be added, moved, or removed with far less effort than welded framing.
The center bore also plays a role. In many profiles, that internal hole supports end fasteners, tapping, or certain hidden connection methods. Put simply, a modular aluminum profile is built for assembly logic, not just raw shape.
Series names such as 20, 30, 40, and 45 usually refer to the basic profile size family. Larger series generally support heavier-duty hardware and offer higher rigidity expectations. Slot sizes can vary too. Kanya notes common slot families such as 6 mm, 8 mm, and 10 mm, which is why accessory fit should be verified within the intended family instead of assumed across systems.
| Profile series | Typical use | Rigidity expectation | Slot ecosystem | Modification flexibility |
|---|---|---|---|---|
| 20 series | Light assemblies, small guards, compact fixtures | Light | Usually broad for smaller builds | High |
| 30 series | Workstations, medium frames, support structures | Moderate | Often balanced between size and accessory choice | High |
| 40 series | Machine frames, conveyors, heavier enclosures | High | Typically strong accessory coverage | High |
| 45 series | Heavy-duty industrial frameworks | High to very high | Often aimed at robust connectors and larger hardware | Moderate to high |
Frames rarely stay frozen in their first layout. A good accessory ecosystem makes maintenance and upgrades much easier, especially when standard aluminum extrusion components are available for later changes.
That is also where profile selection starts to move from general system logic into data-sheet detail, because the right family still has to match the load, finish, straightness, and machining demands of the job.
A frame can look perfect in a catalog and still create trouble on the shop floor. The reason is usually not the outer shape. It is the specification behind it. When buyers compare extruded aluminium profiles, the data sheet tells them how the part will cut, machine, join, look, and hold up over time.
Start with alloy and temper. In Bonnell Aluminum's design guide, 6000 series alloys make up roughly 75% of extrusion applications because they offer a useful mix of strength, corrosion resistance, formability, machinability, and weldability. That is why an aluminium profile extrusion data sheet often begins here. The same guide notes that 6063 is typically used in moderate-stress applications, while 6061 is more common in structural work.
Temper adds another layer of meaning. Designations such as O, T4, T5, and T6 describe how the profile was thermally treated. In practical terms, temper affects how hard the material feels in machining, how it responds to forming, and how much strength you can expect in service. Two aluminium sections may share the same shape but behave differently once you start drilling, tapping, or loading them.
Wall thickness matters just as much. Bonnell advises using the minimum metal thickness that still meets structural needs. More metal is not always better. Extra thickness adds weight and cost, while very uneven adjacent wall thickness can make dimensions harder to control. Their guide specifically warns against adjacent wall thickness ratios greater than 2:1 because uneven extrusion and cooling can affect dimensional consistency.
The best profile is not the biggest one. It is the one whose specifications match the application.
| Specification category | What it means | Why buyers should care | Where it shows up in real projects |
|---|---|---|---|
| Alloy | The aluminum grade, such as 6061 or 6063 | Influences strength, machinability, weldability, and corrosion behavior | Machine frames, guards, structural members |
| Temper | The heat-treatment condition, such as O, T4, T5, or T6 | Affects hardness, forming response, and in-service performance | Machined ends, tapped holes, load-bearing joints |
| Wall thickness | How much metal is placed in each section of the profile | Changes weight, stiffness, machining margin, and manufacturability | Long spans, tapped features, hollow sections |
| Tolerances | Allowed dimensional variation from the drawing | Determines fit with connectors, panels, and mating parts | Repeat assemblies, fixtures, enclosed systems |
| Straightness and twist | How true the profile stays along its full length | Affects squareness, alignment, and assembly speed | Conveyors, rails, tall frames, long supports |
| Surface finish | Mill finish, anodized, or other treatment | Changes appearance, corrosion resistance, abrasion resistance, and final dimensions | Visible frames, washdown zones, outdoor equipment |
This is where many buyers get surprised. A profile can be the right size on paper and still fight the installer if length accuracy, slot dimensions, bow, or twist are inconsistent. Bonnell notes that standard dimensional tolerances become critical when a profile is meant to minimize machining or mate closely with another extrusion. A tolerance guide also points out that wall thickness, linear dimensions, straightness, and twist are controlled separately, not as one single number.
That matters for aluminum extruded profiles used in modular systems. Long extruded aluminum sections may arrive looking fine in a bundle, yet small straightness issues can slow panel fitting, door alignment, and end-to-end joining. If a project depends on precise accessories or repeated subassemblies, buyers should verify whether standard tolerance is enough or whether tighter control needs to be specified upfront.
Surface finish is not just cosmetic. Wellste's finish comparison describes mill finish as the natural surface straight from production, where die lines and handling marks may remain visible. The same source explains that anodizing grows a protective oxide layer that improves corrosion resistance, abrasion resistance, and color retention. Ref. 2 adds another practical point: finishing can slightly increase final thickness, so finish choice belongs in the tolerance conversation, not after it.
Thermal performance belongs there too. Ref. 2 notes that temperature affects extrusion flow and dimensional distortion during production. In real use, any aluminium profile extrusion that sits near electronics, process heat, or outdoor temperature swings should be reviewed for fit, clearance, and finish buildup, especially where panels, covers, or close mating parts are involved. That is why the same family of extruded aluminium profiles may be ideal for one build and awkward for another. A guard, a conveyor, a workstation, and a heat sink do not ask the same things from the material.

Specifications only become useful when they are tied to a real job. In practice, buyers do not choose from a catalog of shapes first. They start with the application: Is the profile carrying machine loads, holding guarding panels, supporting a conveyor, or creating a clean, adjustable workstation? Common manufacturing uses listed by Proax include assembly lines, automated systems, safety enclosures, material handling, workstations, equipment mounting, and custom machine frames. That range is exactly why industrial aluminum profiles should be selected by function, not by appearance alone.
Machine frames care most about load path, span, and rigidity. A long unsupported member behaves very differently from a short, well-braced one, even when the cross-section looks the same on paper. For frame duty, a heavier aluminum profile type with better moment resistance and reliable connector geometry is usually more important than cosmetic finish. If the structure also carries motors, sensors, or linear supports, access for machining and future alignment matters just as much.
Guards shift the priorities. Safety enclosures and machine guards are widely used with extrusion systems because they make it easy to add panels, doors, light curtain mounts, and perimeter sections. Here, panel retention, door hardware, visibility, and maintenance access often matter more than maximum section weight.
Conveyors and material handling frames need a closer look at dynamic loading, support spacing, and attached equipment. The frame may also need brackets for sensors, guide rails, drives, or transfer stations. Many aluminum extrusion profiles work well here, but the best choice depends on whether the structure must stay fixed or be reconfigured later.
Workstations and quality stations usually reward flexibility. Height adjustment, monitor arms, shelves, bins, and cable routing often matter more than raw strength. Enclosures add another filter: panel fit, door swing, sealing approach, and service access. In some builds, aluminum extrusion channel profiles or open sections can help with mounting and cable management, but enclosed or T-slot sections may be easier when the project needs cleaner integration.
Ref. 2 groups rails, machine enclosures, solar mounting, and heat sinks into very different application families, and that is the point: the same material can serve different priorities. Rail and guide-support uses usually value straightness, alignment, and stable mounting faces. Heat sinks lean more on geometry, exposed surface, and consistent machining. Modular structures, including clean room frames and support systems, often favor low weight, corrosion resistance, and easy expansion over maximum mass.
| Application | Primary selection factors | Accessory needs | Cautions |
|---|---|---|---|
| Machine frames | Load path, span, rigidity, machining access | Gussets, anchors, joining hardware, mounting plates | Do not judge strength by outer size alone |
| Safety guards | Panel fit, door access, visibility, reworkability | Panels, hinges, handles, guard hardware | Overspecifying frame mass can add cost without improving function |
| Conveyors | Dynamic loads, support spacing, alignment | Sensor mounts, rails, brackets, feet | Long runs can expose straightness issues quickly |
| Workstations | Ergonomics, adjustability, accessory flexibility | Shelves, monitor mounts, bins, casters | Leave room for future changes and cable routing |
| Enclosures | Panel retention, access openings, finish, environment | Panels, seals, locks, hinges | Service access is often underestimated early |
| Rails and supports | Alignment, stiffness, stable mounting faces | Guide mounts, brackets, spacers | Poor straightness can affect downstream equipment |
| Heat sinks | Geometry, machining needs, thermal exposure | Mounting hardware, covers, interface parts | Section choice should reflect the real heat path |
| Modular structures | Weight, corrosion behavior, upgrade potential | Connectors, feet, panels, joining kits | Future expansion should be planned at the start |
That is why experienced buyers compare extruded aluminum profiles by use case first and section family second. By the time the application is clear, the remaining question becomes sharper: whether a standard section already does the job well, or whether the project is asking for something custom. That is where many industrial aluminum profiles start to separate into catalog parts and purpose-built extrusions.
By the time the application is clear, many sourcing decisions come down to a simple question: use a catalog shape, or pay to create a better-fit one. That is the real difference between standard aluminum profiles and a custom extrusion. In Paramount's stock vs custom guide, stock shapes are described as inventory parts best suited to prototypes, replacement pieces, and simpler structural jobs. That makes them a practical default when an existing section already meets the load, slot, and assembly needs.
Catalog parts usually win when speed, low up-front effort, and accessory compatibility matter more than geometric optimization. That is why standard aluminum profiles are common in guards, benches, workstations, and modular frames. In aluminum profile manufacturing terms, you avoid custom die development and can focus on cutting, joining, and installation.
They are often the better fit when you need:
A custom aluminum profile earns its place when the cross-section itself removes cost or complexity elsewhere. Paramount notes that custom extrusions use a dedicated die, involve more up-front effort, and are better suited to engineered products or repeat production. The DFM guide adds the practical reason: a well-designed custom shape can combine several functions into one profile, reducing secondary machining and assembly.
That is where custom aluminium profiles start to outperform catalog parts. A bespoke section may integrate wire paths, ribs, bosses, screw features, or mounting details that would otherwise require extra brackets or multiple components. Still, custom does not mean unlimited freedom. Wall balance, symmetry, section type, and press capability all affect how cleanly a part can be made. With complex extrusion aluminium profiles, design efficiency matters just as much as design originality.
| Option | Flexibility | Ecosystem support | Up-front effort | Long-term value |
|---|---|---|---|---|
| Standard | Limited to catalog geometry | Usually strong for modular systems | Low, with no custom die development | High when proven shapes already fit the job |
| Custom | High geometry freedom within extrusion rules | Varies, and may need purpose-built hardware | Higher due to tooling, review, and first-run validation | High when one profile reduces parts, machining, or weight over repeat production |
That last point is easy to underestimate. A supplier that can support both T-slot systems and custom work makes comparison much cleaner. For example, Shengxin lists industrial T-slot profiles, custom extrusions, multiple finishing options, about 30 years of experience, annual capacity of 60,000 tons, and large cross-section capability up to 500 mm on its site. For buyers weighing aluminum profile manufacturing routes, that breadth is useful because it lets them compare standard and custom aluminum profile options against the same practical constraints.
Even a smart choice between catalog and bespoke sections does not end the selection process. Some builds still belong in welded steel, stainless, plastic, or tube framing, especially when rigidity, cleanliness, or rework needs point to a different system.
A smart section choice still has to compete with the right frame material. In many builds, industrial aluminium extrusion stands out because it is light, corrosion resistant, and easy to rework. Still, some projects need more mass, smoother hygienic surfaces, or lower-cost non-structural parts. That is where the comparison gets practical.
Rollco notes that aluminum has about one third the density of steel, resists rust, and is easy to clean, while steel is often the better choice for heavy loads, rough handling, and very rigid, stable stands. That makes an extruded aluminum profile a strong fit for movable equipment, prototype machines, and accessory-heavy structures. Welded steel usually wins when fixed stiffness and mass matter more than easy changes. An extruded frame can be adjusted with fasteners. A welded frame usually needs cutting and rewelding.
Stainless steel moves ahead when cleanliness and harsh environments dominate the brief. AngleLock describes stainless framing as commonly welded, nonporous, and easy to sanitize, with better fire resistance in high-risk areas. The tradeoff is weight, higher effort during fabrication, and harder modification later. An extruded aluminium profile is usually easier to move and reconfigure, but open slots can collect dust if hygiene is critical.
Plastic and PVC systems sit at the lighter-duty end. SinoExtrud describes them as cheaper up front and easy to form, but less durable and more prone to heat-related sag than aluminum. They can make sense for covers, trims, or light enclosures, but not every structural frame should be treated like a low-load application.
If a build does not need slots, brackets, and frequent add-ons, tube-based framing deserves a look. Some teams prefer aluminum tube profiles when a simpler outer shape is enough and the accessory ecosystem is less important. On the other hand, if panels, sensors, guards, and cable routes will keep changing, industrial aluminum extrusion usually remains easier to maintain and adapt.
| Option | Strengths | Limitations | Modification ease | Ideal use context |
|---|---|---|---|---|
| Modular aluminum profiles | Low weight, corrosion resistance, broad accessory support | Less mass than steel, slots may collect dust | High | Machine guards, workstations, conveyors, adjustable frames |
| Welded steel | High rigidity, stable under heavy loads, good for rough handling | Heavy, prone to rust, harder to rework | Low | Heavy bases, fixed stands, high-mass structures |
| Stainless steel | Strong corrosion performance, cleanable surface, suited to demanding environments | Heavy, expensive to fabricate, harder to modify | Low | Washdown, medical, food, corrosive or fire-risk areas |
| Plastic or PVC systems | Low initial cost, easy to form | Lower strength and durability, heat can distort parts | Moderate | Light covers, trims, non-structural enclosures |
| Tube-based framing | Simple member format for straightforward builds | Less slot-based flexibility for accessories and later changes | Moderate | Basic frames where add-on hardware is limited |
Those tradeoffs matter most when the sourcing conversation starts, because the best material on paper can still disappoint if the supplier cannot hold the details that downstream assembly depends on.

A capable section and a capable supplier are not the same thing. In real projects, delays usually come from missing details in drawings, vague tolerance ownership, or weak inspection records. Whether you are speaking with an aluminum profile supplier, an aluminium profile manufacturer, an aluminum profile factory, or larger industrial aluminum profiles exporters, the safest habit is simple: ask for proof, not assumptions.
Keep the conversation tied to the part you will actually receive. A useful supplier should be able to confirm the alloy and temper, finish, critical dimensions, cut condition, machining scope, packaging method, and how inspection is handled before shipment. This buying guide also shows why approved drawings, material certificates, inspection plans, and shipping paperwork matter before production starts.
An approved drawing should do more than show the outer shape. The inspection checklist for extrusions highlights the features buyers often need to verify: overall length, width, height, wall thickness, straightness, slot width, slot location, symmetry, corner radii, and hole position. For tighter assemblies, flatness, parallelism, and end squareness may also need to be called out. Good aluminum extrusion profile manufacturers usually document these checks against the drawing rather than relying on a generic QC statement.
| Item to verify | Why it matters | Where to confirm it |
|---|---|---|
| Alloy and temper | Affects strength, machining response, and service performance | Quote, approved drawing, material certificate |
| Surface finish | Impacts appearance, corrosion behavior, and sometimes final fit | Finish note, approved sample, finish inspection record |
| Width, height, wall thickness | Controls fit, stiffness, and consistency across the batch | Drawing, dimensional report |
| Straightness and profile geometry | Influences alignment, assembly speed, and downstream rework | Drawing, dimensional report, sample check |
| Cut length and end condition | Matters for frame squareness, joints, and later machining | Cut list, inspection report, pre-shipment confirmation |
| Machined features | Prevents mismatch on holes, slots, cut-outs, and tapped areas | Machining drawing, sample, capability review |
| Accessory compatibility | Ensures brackets, fasteners, panels, and guards fit correctly | System drawing, sample assembly, slot measurements |
| Packaging and labeling | Reduces transit damage and mix-ups between batches | Packing plan, pre-shipment photos, packing checklist |
| Inspection records | Shows whether quality was measured, not just claimed | QC report, batch record |
| Repeatability controls | Protects future orders from drift in dimensions or finish | In-process logs, final inspection records, supplier explanation |
Some warning signs appear early. If measured values are shared without nominal sizes and tolerances, you still do not know whether the part passes. If the supplier only talks about width and height, but ignores straightness, slot location, wall thickness, or hole position, assembly risk is still on the table. Reliable aluminium extruded profiles suppliers should also be able to explain how in-process checks and final inspection work together to reduce scrap and catch problems before shipment.
Be cautious when a quote omits alloy and temper, the drawing is still unapproved, machining capability is vague, or packaging is treated as an afterthought. The same applies when a supplier cannot show sample records, batch traceability, or a clear method for holding repeat orders consistent. Strong sourcing conversations are rarely complicated. They are just specific. Once the details are pinned down, shortlisting products and suppliers becomes much faster and much less subjective.
Specific sourcing questions do something useful: they turn a crowded market into a shortlist you can actually compare. At this point, the goal is not to find the most impressive section on a website. It is to find the aluminium extrusion profile that fits the job, the system, and the supplier capability behind it.
Use one workflow for every option so the comparison stays fair.
Keep the list small and evidence-based. A useful shortlist compares aluminium profiles and aluminum profiles against the same decision points, not just catalog size.
If you want to review real aluminum extrusion profiles products or browse an aluminium profile online, start with suppliers that show both modular and custom scope. Shengxin is one practical example for industrial manufacturing and automation work because its published range includes industrial profiles, T-slot profiles, finishing options, aluminum channel extrusions, brackets, and custom extrusions. Its site also states about 30 years of experience, annual capacity of 60,000 tons, and large cross-section capability up to 500 mm. That makes it a useful place to benchmark an aluminium extruded profile against real product categories and accessory options. Keep backup sources on your list, but judge every supplier with the same checklist. That is how research turns into a clean, defensible shortlist.
An industrial aluminium profile is usually an aluminum extrusion intended for equipment, frames, guards, workstations, or other factory builds. The key difference is context and function. A basic extrusion can be any shaped aluminum section, but an industrial profile is often chosen because it works inside a broader system with slots, connectors, panels, and mounting hardware. In buying terms, the profile is the shaped member itself, while the system includes the compatible accessories that make assembly, maintenance, and later changes much easier.
Start with the job, not the catalog size. For a guard, you may care most about panel retention, door hardware, visibility, and easy access. For a machine frame, load path, span, stiffness, and alignment usually matter more. Smaller series often suit light fixtures and compact guards, while larger families are commonly used for conveyors, enclosures, and heavier structures. Also check the slot family, bore style, and available brackets or fasteners. A profile that looks strong enough can still create problems if the accessory ecosystem does not match the build.
Standard profiles are usually the better starting point when you need fast sourcing, easy replacement, and proven compatibility with common brackets, panels, and fasteners. They work especially well for prototypes, benches, guards, and modular frames. A custom profile makes more sense when the cross-section can remove extra parts, reduce machining, improve cable routing, or solve a repeated assembly issue in ongoing production. It helps to compare both routes with a supplier that supports each option. For example, Shengxin Aluminum presents both T-slot profiles and custom extrusions, which can make side-by-side evaluation more practical.
The most important checks are alloy, temper, wall design, dimensional consistency, straightness, finish, and machining scope. These details affect how the profile cuts, drills, taps, fits with connectors, and performs over time. Buyers should also confirm cut length, end condition, slot dimensions, and any visible-surface expectations if appearance matters. Before approving an order, ask for a drawing with critical features clearly marked and request inspection evidence tied to that drawing. This helps prevent a common sourcing problem: receiving parts that look correct at first glance but slow assembly later.
A useful online review starts with suppliers that show more than isolated profile photos. Look for clear product families, accessory categories, finishing options, machining support, and signs that repeat production can be handled consistently. It is also helpful when the supplier shows both modular and custom capabilities, because that makes comparison easier during early planning. Shengxin Aluminum is one practical example because its online range includes industrial profiles, aluminum channel extrusions, brackets, and custom options. Even so, buyers should still compare multiple sources using the same checklist for specifications, documentation, and repeatability.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










