

When aluminum emerges from an extrusion die, it's only halfway to becoming the finished product you need. Aluminum extrusion finishing refers to the collection of post-extrusion processes that transform raw profiles into components with enhanced appearance, durability, and performance characteristics. Think of it as the difference between a rough diamond and a polished gem—the underlying material has value, but the finishing process unlocks its full potential.
Whether you're sourcing components for architectural facades, automotive parts, or industrial machinery, understanding aluminum finishes is essential for making informed decisions. This comprehensive guide walks you through everything from basic mechanical treatments to advanced electrochemical processes, giving you the knowledge to specify exactly what your project demands.
The extrusion process creates aluminum profiles with precise cross-sectional shapes, but the surface that emerges is far from ready for most applications. Freshly extruded aluminum typically displays a mill finish—a somewhat dull, grayish appearance with visible die lines and minor surface imperfections. While structurally sound, this raw aluminum finish lacks the protective barriers and aesthetic qualities that end-use applications typically require.
Surface treatment begins immediately after extrusion cooling, with processes ranging from simple cleaning to complex multi-stage treatments. The sequence and type of finishing operations depend entirely on your intended application, environmental exposure conditions, and aesthetic requirements.
You might wonder why aluminum—known for its natural corrosion resistance—needs additional protection at all. Here's the reality: while aluminum does form a thin oxide layer naturally, this passive protection measures only about 2-3 nanometers thick. It's simply insufficient for demanding environments.
Raw extruded aluminum faces several vulnerabilities:
Proper aluminum surface finishes can extend product lifespan by 300% or more in corrosive environments, transforming a 10-year component into one that performs reliably for 30 years or longer.
All aluminum surface finishing processes fall into four fundamental categories, each serving distinct purposes and offering unique benefits:
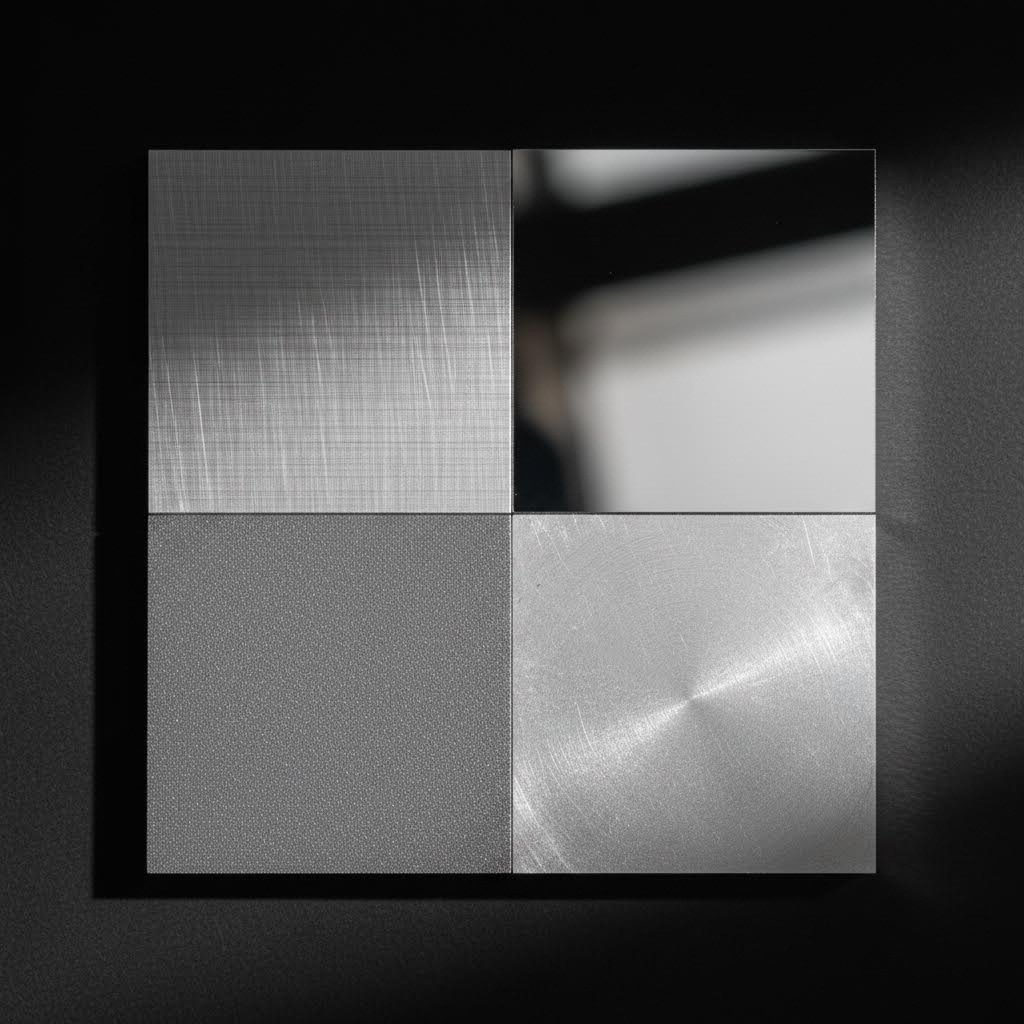
Mechanical Finishing involves physical alteration of the surface through brushing, polishing, blasting, or tumbling. These processes create specific textures and prepare surfaces for subsequent treatments.
Chemical Finishing uses chemical reactions to clean, etch, or convert the aluminum surface. Conversion coatings and chromate treatments fall into this category, providing corrosion protection and improved paint adhesion.
Electrochemical Finishing combines electrical current with chemical baths to create protective or decorative layers. Anodizing—the most popular aluminum finish for extrusions—belongs here, producing hard, integrated oxide layers that become part of the metal itself.
Applied Coatings add separate protective layers onto the aluminum surface. Powder coating, liquid paint, and PVDF systems provide color options, UV protection, and additional barrier properties.
Throughout this guide, you'll discover how each finishing category works, when to specify different treatments, and how to match the right aluminum finish to your specific application requirements. By the end, you'll have the knowledge to communicate confidently with manufacturers and make decisions that optimize both performance and value.
Before any coating can be applied or any electrochemical treatment can begin, the aluminum surface often undergoes mechanical finishing. These physical processes reshape the metal's texture, remove imperfections, and prepare the surface for whatever comes next. Whether you're aiming for a sleek mirror-like appearance or a uniform matte texture, mechanical aluminum surface finishing provides the foundation that determines your final results.
Imagine trying to paint a wall covered in dust and bumps—the result would be disappointing regardless of how premium your paint is. The same principle applies when you finish aluminum. Mechanical preparation removes contaminants, standardizes surface roughness, and creates the optimal conditions for coatings to adhere properly and perform as intended.
Brushing creates one of the most popular aluminium finishes in architectural and consumer product applications. This process uses abrasive belts or brushes to create fine, parallel lines across the aluminum surface. The result? A distinctive satin appearance that masks fingerprints and minor scratches while providing an elegant, understated aesthetic.
The brushing process works by dragging abrasive materials across the aluminum in a consistent direction. Manufacturers control the final appearance by adjusting:
Brushed finishes work exceptionally well on 6063 aluminum alloy—the workhorse of architectural extrusions—due to its excellent surface quality after extrusion. You'll find brushed aluminum on everything from appliance panels to elevator interiors and storefront framing systems.
When specifications call for maximum reflectivity, polishing delivers. This process employs progressively finer abrasives by soft cloth wheels charged with polishing compounds to create a specular, mirror-like surface. The goal is eliminating all visible surface imperfections until the aluminum reflects like glass.
According to industry practices, profile polishing machines use soft cloth charged with abrasive grains that wipe across the metal surface, bringing out exceptional shine. Buffing follows as a secondary step, using muslin disc wheels with even finer abrasives to remove any remaining marks from the polishing stage.
However, not all aluminum alloys polish equally well. Structural alloys like 6061 and 6063 can achieve good results, but for truly stunning mirror finishes, alloy 6463—a variant specifically formulated for superior brightness—delivers the "wow factor" that standard alloys cannot match.
Sandblasting and bead blasting offer tremendous versatility for aluminum surface finishing. These processes propel abrasive media at high velocity against the aluminum surface, creating uniform matte textures while simultaneously cleaning and conditioning the metal.
The blasting method serves dual purposes. First, it creates aesthetic effects ranging from fine satin to aggressive textured finishes. Second—and often more importantly—it prepares surfaces for subsequent treatments like anodizing or powder coating by creating micro-roughness that dramatically improves coating adhesion.
Common blasting media and their effects include:
As noted by surface treatment specialists at Beska, sandblasting effectively removes oil stains, iron particles, and dust accumulated during extrusion and processing, resulting in a clean and reactive surface essential for consistent anodizing outcomes.
Tumbling represents another mechanical approach, particularly useful for smaller parts. Components are placed in rotating barrels with selected media—ceramic chips, plastic shapes, or steel pins—and processed for specified durations. The constant contact between parts and media smooths rough edges, removes burrs, and creates uniform surface textures across entire batches simultaneously.
Surface Preparation and Coating Adhesion
Here's a critical insight many specifications overlook: the quality of mechanical preparation directly determines coating performance. A surface that appears clean to the naked eye may still harbor microscopic contaminants, oils, or oxide inconsistencies that cause coating failures months or years later.
Proper pre-finishing preparation typically follows this sequence:
When mechanical finishing creates appropriate surface roughness—typically measured in microns using profilometers—subsequent coatings achieve mechanical interlocking with the aluminum substrate. This bond proves far more durable than coatings applied to smooth, unprepared surfaces. For demanding applications, this preparation step isn't optional—it's essential for meeting performance specifications.
With mechanical foundations established, the next step in understanding aluminum extrusion finishing moves to the electrochemical realm, where anodizing transforms the aluminum surface at a molecular level.
Among all aluminum coatings and surface treatments, anodizing stands apart as the gold standard for extrusion finish quality. Unlike applied coatings that sit on top of the metal, anodizing actually transforms the aluminum surface itself—creating an integrated oxide layer that becomes inseparable from the base material. This electrochemical process produces anodized aluminum extrusions with exceptional hardness, corrosion resistance, and aesthetic versatility that no other finishing method can match.
But what exactly happens during anodizing, and how do you choose between the different types available? Let's break down this fascinating process and explore how it can elevate your aluminum components from functional to exceptional.
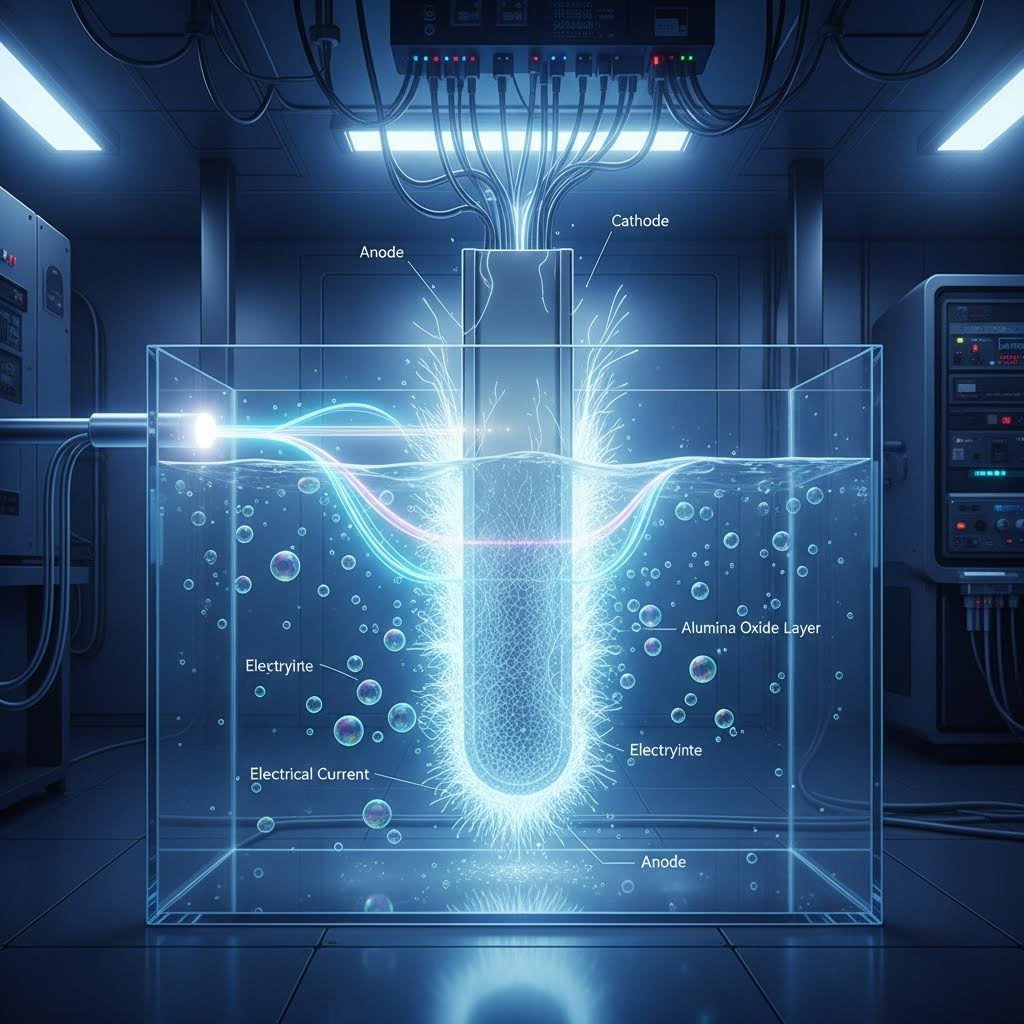
Imagine accelerating nature's own protective mechanism by a factor of thousands—that's essentially what anodizing accomplishes. When aluminum is exposed to air, it naturally forms an oxide layer measuring just 2-3 nanometers. Anodizing uses controlled electrochemistry to grow this layer to thicknesses between 5 and 150 microns, creating a barrier that's both incredibly hard and remarkably stable.
The process unfolds in several carefully controlled stages:
What makes this process remarkable is that the oxide layer doesn't merely coat the aluminum—it actually consumes the outer surface as it grows. Approximately one-third of the final oxide thickness extends above the original surface, while two-thirds penetrates into the metal. This integration creates a bond that cannot peel, chip, or delaminate under normal conditions.
The resulting aluminum oxide (Al₂O₃) ranks 9 on the Mohs hardness scale—second only to diamond. This exceptional hardness translates directly to scratch resistance, wear durability, and long-term appearance retention that painted or plated surfaces simply cannot achieve.
Not all anodizing is created equal. The industry recognizes three primary types, each optimized for different performance requirements and applications. Understanding these distinctions helps you specify the right extrusion finish for your specific needs.
Type I (Chromic Acid Anodizing) produces the thinnest oxide layers, typically ranging from 0.5 to 7 microns. Despite the minimal thickness, Type I offers excellent corrosion protection and serves as an outstanding paint base. Aerospace manufacturers favor this process for fatigue-critical components because the thin layer minimizes dimensional changes and preserves mechanical properties.
Type II (Sulfuric Acid Anodizing) represents the most common anodizing specification for architectural and general-purpose applications. With thicknesses ranging from 5 to 25 microns, Type II balances corrosion resistance, wear protection, and aesthetic options. This is the workhorse of the anodizing world—versatile enough for everything from window frames to consumer electronics housings.
Type III (Hardcoat Anodizing) pushes oxide thickness to the extreme, producing layers from 25 to 150 microns. This process uses lower temperatures and higher current densities to create exceptionally dense, hard coatings. Type III delivers wear resistance approaching hardened steel, making it ideal for hydraulic cylinders, valve components, and sliding mechanisms subject to constant friction.
| Type | Thickness Range | Durability Rating | Best Applications | Color Options |
|---|---|---|---|---|
| Type I (Chromic Acid) | 0.5 - 7 microns | Moderate | Aerospace components, paint base, fatigue-critical parts | Limited (gray tones) |
| Type II (Sulfuric Acid) | 5 - 25 microns | Good to Excellent | Architectural, consumer products, general industrial | Full spectrum including custom colors |
| Type III (Hardcoat) | 25 - 150 microns | Exceptional | Wear surfaces, hydraulics, military/defense, heavy machinery | Limited (dark gray to black) |
For architectural applications, AAMA (American Architectural Manufacturers Association) specifications provide critical guidance. AAMA 611 covers Class I anodizing with minimum 18-micron thickness for severe environments, while AAMA 610 specifies Class II at 10-micron minimum for moderate exposure. Specifying AAMA-compliant finishes ensures your anodized aluminum extrusions meet established performance benchmarks for weathering, color retention, and coating integrity.
One of anodizing's most appealing features is its ability to produce vibrant, fade-resistant colors that become permanently integrated into the aluminum surface. The porous oxide structure created during anodizing acts like millions of tiny wells, ready to absorb dye molecules before sealing locks them in place forever.
Clear anodizing preserves aluminum's natural metallic appearance while adding protection and subtle aesthetic enhancement. The clear oxide layer actually improves the metal's natural luster, creating a refined finish popular for modern architectural elements and premium consumer products. Depending on the alloy and process parameters, clear anodizing may produce appearances ranging from bright silver to slightly gray or champagne tones.
Colored anodizing opens vast design possibilities. Standard color ranges include:
Color consistency depends heavily on aluminum alloy selection. The 6063 alloy—preferred for architectural extrusions—produces exceptionally uniform color results due to its controlled chemistry and fine grain structure. Alloys with higher silicon or copper content may exhibit color variations that become apparent only after anodizing, making alloy selection a critical specification consideration.
It's worth noting that Type III hardcoat anodizing limits color options significantly. The dense oxide structure and extended process time produce inherently dark finishes, typically ranging from medium gray to near-black depending on thickness. If your application requires both extreme wear resistance and specific color requirements, you may need to explore alternative approaches like post-anodize coating systems.
Understanding anodizing capabilities and limitations positions you to make informed decisions about this powerful finishing process. However, anodizing isn't the only path to exceptional aluminum finishes—applied coatings offer complementary benefits that may better suit certain applications.
While anodizing transforms aluminum at the molecular level, applied coatings take a different approach—they add protective and decorative layers on top of the metal surface. These finishes for aluminum offer advantages that electrochemical processes cannot match, including unlimited color options, superior UV resistance, and the ability to achieve textures and effects impossible with anodizing alone. When your project demands bold colors, exceptional weathering performance, or specific aesthetic effects, applied coating systems deliver.
Three primary coating technologies dominate the aluminum extrusion industry: powder coating, PVDF (polyvinylidene fluoride, commonly known by the brand name Kynar), and traditional liquid paint. Each brings distinct strengths to different applications, and understanding their differences helps you specify the optimal aluminium finish for your requirements.
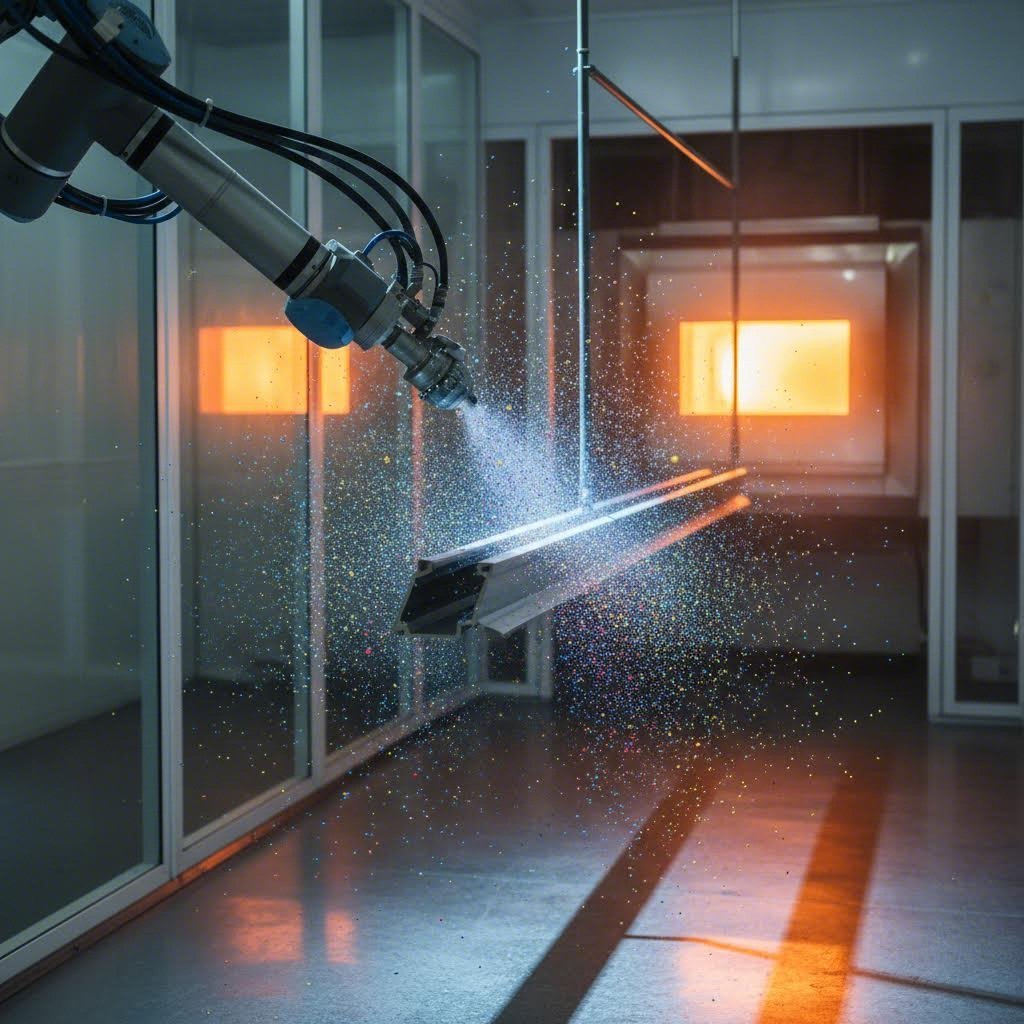
Powder coating has revolutionized aluminum finishing over the past several decades, becoming the go-to choice for everything from industrial equipment to architectural facades. Unlike liquid paint, powder coating uses finely ground particles of pigment and resin that carry no solvents—making it both environmentally friendly and remarkably durable.
The application process relies on electrostatic attraction to achieve uniform coverage:
The electrostatic process creates a fascinating effect—powder particles wrap around edges and reach into recessed areas, providing coverage that spray painting struggles to match. This wrap-around effect means even complex extrusion profiles receive consistent protection without the drips and runs common with liquid coatings.
For architectural applications, AAMA 2603 specification defines minimum performance requirements for powder-coated aluminum. This standard suits interior applications and protected exterior locations with moderate weathering exposure. For more demanding environments, AAMA 2604 requires enhanced UV resistance and color retention over longer periods.
When projects demand the ultimate in weathering performance, PVDF coatings represent the premium choice for types of aluminum extrusion used in architectural applications. These fluoropolymer-based finishes—sold under brand names including Kynar 500 and Hylar 5000—contain a minimum of 70% PVDF resin, creating coatings with exceptional resistance to UV degradation, chalking, and color fade.
PVDF coatings are applied as liquid paints, typically in two or three-coat systems:
The AAMA 2605 specification governs high-performance PVDF coatings, requiring exceptional performance across multiple criteria. Coatings meeting this standard must demonstrate color retention, chalk resistance, gloss retention, and film integrity after years of Florida or Arizona exposure testing. For buildings expected to maintain their appearance for 20-30 years with minimal maintenance, AAMA 2605-compliant PVDF finishes justify their premium cost.
You'll find PVDF-coated aluminum on signature architectural projects worldwide—curtain wall systems, column covers, sunshades, and entrance canopies where appearance longevity matters as much as structural performance. The finish maintains its color and gloss even in harsh coastal environments, industrial atmospheres, and intense UV exposure conditions.
Sustainability considerations increasingly influence finishing decisions, and different coating technologies present distinctly different environmental profiles. Understanding these differences helps you align project specifications with environmental goals.
Powder coating leads in environmental performance among applied coatings. Because powder contains no solvents, the application process releases virtually zero volatile organic compounds (VOCs) into the atmosphere. Overspray that misses the workpiece can be collected and reused, achieving material utilization rates above 95%. These factors make powder coating the preferred choice for organizations prioritizing green building certifications and reduced environmental footprint.
Liquid coatings—including PVDF systems—present more complex environmental considerations. Traditional solvent-borne liquid paints release significant VOCs during application and curing, requiring emissions control equipment and proper ventilation. However, water-borne and high-solids formulations have dramatically reduced VOC content in recent years, narrowing the gap with powder coating.
PVDF coatings occupy an interesting middle ground. While they do contain solvents and emit VOCs during application, their exceptional longevity reduces lifecycle environmental impact. A PVDF finish that maintains appearance for 30 years versus a powder coating requiring refinishing at 15 years may ultimately prove more sustainable when considering total resource consumption over a building's lifespan.
Choosing between these coating systems ultimately depends on balancing performance requirements, budget constraints, and environmental priorities. For many projects, powder coating delivers excellent value and performance. For signature architectural applications demanding multi-decade color retention, PVDF remains the proven premium solution.
Beyond these mainstream options, specialized finishing technologies address requirements that neither anodizing nor standard coatings can satisfy—including the challenging process of chrome plating aluminum.
Can aluminum be chromed? This question comes up frequently, and the answer reveals fascinating complexities about surface chemistry and metallurgical compatibility. While chrome plating on aluminum is absolutely possible, it requires specialized pre-treatment processes that differ significantly from plating steel or copper alloys. Beyond chrome, several advanced finishing technologies address performance requirements that conventional anodizing and coating systems cannot meet.
Understanding these specialized finishes expands your options when specifying types of extruded aluminum for demanding applications—from decorative automotive trim to high-wear industrial components.
Chrome plating delivers a brilliant, mirror-like finish with excellent hardness and corrosion resistance. However, applying chrome directly to aluminum presents significant challenges that stem from aluminum's unique surface chemistry.
The core problem? Aluminum's tenacious oxide layer. Within milliseconds of exposure to air, aluminum forms a thin but extremely stable oxide film. This natural barrier—the same property that makes aluminum corrosion-resistant—actively prevents electroplated metals from bonding to the substrate. Attempting to chrome plate over this oxide layer results in poor adhesion and eventual coating failure.
The solution involves a multi-step pre-treatment sequence called zincating (or zincate immersion):
Successful chrome plating on aluminum depends entirely on the zincate pre-treatment—skip or rush this step, and adhesion failure becomes inevitable regardless of how perfect the subsequent plating process appears.
Even with proper preparation, chrome-plated aluminum requires careful handling. The coefficient of thermal expansion differs between aluminum substrate and plated layers, meaning extreme temperature cycling can stress the bond interface. For this reason, chrome-plated aluminum works best in controlled environments rather than applications with severe thermal fluctuation.
When applications demand hardness and wear resistance beyond what conventional anodizing can deliver, micro-arc oxidation (MAO)—also called plasma electrolytic oxidation (PEO)—offers a compelling solution. This emerging technology creates ceramic-like oxide layers with properties approaching those of industrial ceramics.
The process resembles conventional anodizing but operates at much higher voltages (400-600V versus 15-21V for standard anodizing). At these elevated potentials, micro-plasma discharges occur at the aluminum surface, creating intense localized heating that transforms the growing oxide layer into crystalline aluminum oxide phases—including alpha-alumina, the same material used in industrial abrasives and cutting tools.
Key advantages of micro-arc oxidation include:
Applications for MAO-treated aluminum include automotive engine components, textile machinery guides, pump housings, and anywhere that aluminum's light weight must combine with ceramic-level surface performance. While more expensive than standard anodizing, MAO eliminates the need for separate wear-resistant inserts or overlays in many designs.
Not every application requires the thickness and cost of anodizing or applied coatings. Chemical conversion coatings provide thin, economical surface treatments that enhance corrosion protection and dramatically improve paint adhesion—often serving as the critical preparation step before powder coating or liquid painting.
These coatings form through controlled chemical reactions between the aluminum surface and treatment solutions. The original aluminum oxide layer is replaced by a conversion coating that bonds directly to the metal substrate.
Chromate conversion coatings have been the industry standard for decades. These treatments produce a thin (0.25-1.0 micron) layer containing chromium compounds that provide excellent corrosion resistance and paint adhesion. The distinctive gold, bronze, or olive-drab color indicates successful treatment. Military specification MIL-DTL-5541 governs chromate conversion coatings for defense applications.
However, hexavalent chromium compounds used in traditional chromate processes pose significant health and environmental concerns. Regulations increasingly restrict their use, driving adoption of alternatives.
Non-chromate conversion coatings have evolved rapidly to fill this gap. Modern formulations based on titanium, zirconium, or rare earth compounds provide comparable performance without hazardous chromium:
For types of extruded aluminum destined for painted finishes, conversion coating selection significantly impacts final coating adhesion and durability. Specifying the appropriate pre-treatment ensures your powder coating or liquid paint system achieves its rated performance rather than failing prematurely due to inadequate surface preparation.
These specialized finishing options complement rather than replace mainstream processes. Knowing when to specify chrome plating, MAO treatment, or conversion coatings—versus standard anodizing or powder coating—requires understanding how different finishes compare across key performance metrics.
With so many aluminum extrusion types and finishing options available, how do you systematically evaluate which one fits your project? Making the right choice requires weighing multiple factors simultaneously—durability expectations, budget constraints, environmental exposure, and aesthetic requirements all influence the optimal selection. This comparison framework gives you the tools to assess options objectively and communicate specifications with confidence.
Rather than relying on guesswork or defaulting to whatever finish a supplier recommends, you'll understand exactly what trade-offs each option presents. Let's put all the major finishes side by side and examine how they stack up across the metrics that matter most.
The following table consolidates key performance characteristics for all major types of aluminum extrusions finishes. Use this as your quick-reference guide when evaluating options or discussing specifications with manufacturers.
| Finish Type | Durability Rating | Cost Range | Corrosion Resistance | UV Stability | Maintenance Requirements | Best Applications |
|---|---|---|---|---|---|---|
| Mill Finish (Untreated) | Low | Low | Fair | N/A | High—oxidizes and shows wear | Hidden structural components, temporary installations |
| Brushed/Mechanical | Low-Moderate | Low | Fair | N/A | Moderate—requires protective coating | Interior decorative, pre-treatment preparation |
| Type II Anodizing | Good-Excellent | Medium | Excellent | Good | Low—occasional cleaning | Architectural, consumer products, general industrial |
| Type III Hardcoat Anodizing | Exceptional | Medium-High | Excellent | Moderate | Very Low | Wear surfaces, hydraulics, aerospace, military |
| Powder Coating (AAMA 2603) | Good | Low-Medium | Good | Moderate | Low—periodic washing | Interior, protected exterior, industrial equipment |
| Powder Coating (AAMA 2604) | Very Good | Medium | Very Good | Good | Low | Moderate exterior exposure, commercial buildings |
| PVDF Coating (AAMA 2605) | Excellent | High | Excellent | Exceptional | Very Low | High-visibility architecture, coastal, harsh environments |
| Chromate Conversion | Low | Low | Good | Poor | N/A—typically a primer layer | Paint preparation, temporary protection, electrical grounding |
| Chrome Plating | Good-Excellent | High | Excellent | Excellent | Low—avoid abrasives | Decorative automotive, fixtures, premium hardware |
| Micro-Arc Oxidation (MAO) | Exceptional | High | Excellent | Excellent | Very Low | High-wear components, thermal barriers, precision machinery |
Notice how the relationship between cost and performance isn't always linear. Type II anodizing, for example, delivers excellent corrosion resistance at moderate cost—making it the sweet spot for many applications. Meanwhile, powder coating offers tremendous versatility and lower entry costs but may require recoating sooner than anodized alternatives in demanding outdoor environments.
Here's something that trips up many specifiers: not every aluminum alloy responds equally well to every finishing process. The alloying elements that give different aluminium extrusion types their mechanical properties also affect how they behave during surface treatment. Choosing the wrong alloy-finish combination can result in inconsistent appearance, reduced durability, or outright finish failure.
6063 Alloy—The Finishing Champion
If you're prioritizing finish quality, 6063 should be your default choice. This alloy contains carefully balanced magnesium and silicon levels that produce exceptionally uniform surfaces after extrusion. It anodizes beautifully, accepting dyes consistently for vibrant, even coloring. Powder coating and PVDF systems also perform excellently on 6063 substrates. You'll find this alloy specified for virtually all architectural applications where appearance matters.
6061 Alloy—The Structural Workhorse
When structural requirements demand higher strength, 6061 often enters the picture. This alloy machines well and offers good corrosion resistance, but its higher silicon and copper content can affect anodizing results. You may notice slight color variations compared to 6063, particularly with clear anodizing. For applications where strength takes priority over cosmetic perfection, 6061 works well with Type III hardcoat anodizing, powder coating, and conversion coatings.
High-Strength Alloys (2xxx and 7xxx Series)
Aerospace and high-performance applications sometimes require 2024, 7075, or similar high-strength alloys. These materials present finishing challenges due to their copper or zinc content. According to industry testing, these alloys require more carefully controlled etching processes to avoid over-etching, which can compromise dimensional tolerances. Anodizing experts note that different alloys react differently during processing, making pre-production testing essential for critical applications.
Consider these alloy-finish pairing guidelines:
Every finishing decision involves balancing upfront costs against long-term performance. Understanding these trade-offs helps you allocate budget wisely rather than over-specifying for simple applications or under-specifying where durability matters.
When to Choose Lower-Cost Options
Not every component needs premium treatment. Mill finish or simple mechanical finishing may suffice for:
When Mid-Range Finishes Deliver Best Value
Type II anodizing and standard powder coating (AAMA 2603/2604) hit the value sweet spot for most applications. These finishes provide:
For the majority of architectural, industrial, and consumer applications, these mid-tier options deliver excellent performance without premium pricing.
When Premium Finishes Justify Their Cost
Higher-cost options like PVDF coatings, Type III hardcoat, or micro-arc oxidation make economic sense when:
Consider the true lifecycle cost, not just initial finishing expense. A PVDF coating that costs 40% more than powder coating but lasts twice as long actually delivers superior value over the building's lifespan. Similarly, Type III hardcoat anodizing that eliminates the need for component replacement every few years quickly pays for itself in reduced maintenance and downtime.
Armed with this comparative framework, you can now evaluate aluminum extrusion finishing options systematically. The next consideration is matching these finishes to specific industry requirements—because architectural applications demand different priorities than aerospace or marine environments.

Now that you understand how different finishes compare on paper, how do these options translate to real-world applications? Each industry brings unique demands—exposure conditions, performance expectations, regulatory requirements, and aesthetic standards that shape finishing decisions. What works beautifully on a storefront facade might fail catastrophically in a marine engine room or aerospace component.
Let's walk through the major sectors where aluminum extrusion applications dominate and examine which finishes have proven themselves in each environment. This guidance helps you align your specifications with industry best practices rather than reinventing the wheel.
Architecture represents one of the largest markets for finished aluminum extrusions, and for good reason. The material offers designers exceptional freedom—complex profiles, long spans, and virtually unlimited color options. But architectural aluminum finishes must perform for decades while maintaining their appearance under constant UV exposure, rain, pollution, and temperature cycling.
Preferred finishes for architectural applications:
Environment dramatically influences specification choices. Coastal buildings face salt spray that accelerates corrosion, demanding AAMA 2605 PVDF or marine-grade anodizing. High-rise installations experience more intense UV exposure at elevation, again favoring premium coatings. Meanwhile, interior architectural elements—railings, trim, elevator interiors—can succeed with AAMA 2603 powder coating at significantly lower cost.
One often-overlooked consideration: color selection affects coating performance. Dark colors absorb more solar radiation, subjecting coatings to greater thermal stress. For dark facades in hot climates, specifying low solar absorption formulations helps maintain coating integrity over decades of service.
Industrial and marine environments punish aluminum surfaces relentlessly. Corrosive chemicals, abrasive particles, salt spray, and constant moisture create conditions that would destroy ordinary finishes within months. Successful aluminum finishing in these sectors prioritizes protection over aesthetics—though modern finishes increasingly deliver both.
Aerospace and defense applications demand:
Automotive sector preferences:
Marine-grade aluminum coating requirements are particularly stringent:
For marine applications, the distinction between above-waterline and below-waterline coatings matters significantly. Below the waterline, coatings must resist infiltration erosion and biofouling. Above the waterline, UV resistance and salt spray performance take priority. Many marine installations use different coating systems for each zone.
Consumer products present a different challenge: finishes must look exceptional while surviving everyday handling, cleaning, and the occasional drop or scratch. Here, aesthetics and tactile quality often outweigh extreme durability specifications. The finish becomes a key part of the product's perceived value and brand identity.
Consumer electronics and premium goods favor:
Appliances and furniture applications typically specify:
Sporting goods and outdoor equipment require:
The consumer products sector increasingly prioritizes sustainability alongside performance. Anodizing's lack of added materials—it's simply oxidized aluminum—appeals to environmentally conscious brands. Powder coating's near-zero VOC emissions support green manufacturing claims. These factors now influence finishing decisions as much as traditional performance metrics.
Understanding industry-specific requirements helps you speak the same language as specialized finishers and ensures your specifications align with proven practices. However, even well-specified finishes can encounter problems during production—which is why recognizing common defects and quality standards matters for any serious aluminum project.
Even the most carefully specified aluminum extrusion finishing process can encounter problems. Defects appear, colors drift, and adhesion fails—sometimes despite following all the right procedures. Recognizing these issues, understanding their root causes, and knowing how to prevent them separates successful projects from costly rework situations. Equally important is understanding the quality standards that define acceptable performance, giving you objective criteria for aluminum finish inspection.
Whether you're troubleshooting an existing problem or establishing quality benchmarks for a new project, this section provides the practical knowledge you need to ensure consistent, specification-compliant results.
Aluminum finishing defects fall into predictable categories, each with identifiable causes and proven solutions. Understanding these patterns helps you work proactively with finishing partners to prevent problems before they occur.
| Defect Type | Likely Causes | Prevention Methods | Remediation Options |
|---|---|---|---|
| Orange Peel (Powder Coating) | Slow heat-up cycle; excessive film thickness; powder stored too long; voltage too high; incompatible powder batches | Optimize oven temperature curves; control film thickness to specification; use fresh powder; adjust gun voltage and distance | Strip and recoat; sand and apply additional coat for minor cases |
| Streaking/Banding (Anodizing) | Inconsistent alloy composition; inadequate racking; uneven pre-treatment; electrolyte contamination | Verify alloy consistency; ensure proper electrical contact; maintain bath chemistry; use uniform etching | Strip anodize layer chemically; re-anodize with corrected parameters |
| Adhesion Failure | Inadequate surface preparation; contamination before coating; improper conversion coating; insufficient cure | Thorough cleaning and degreasing; proper chromate or non-chromate pre-treatment; verify cure temperature and time | Complete stripping required; identify and correct preparation gap |
| Color Inconsistency | Alloy variation between extrusions; dye bath concentration drift; inconsistent oxide thickness; temperature variations | Source consistent alloy batches; monitor and adjust dye concentration; control anodizing parameters precisely | May require reprocessing entire lot for uniformity |
| Pitting/Porosity | Substrate contamination; excessive etch time; inclusion in base metal; galvanic reaction with racking | Inspect incoming material; control etch parameters; use compatible racking materials | Cannot be remediated—requires scrapping affected parts |
| Chalking (Applied Coatings) | UV degradation; under-cured coating; incompatible pigments; coating specified below exposure requirements | Select appropriate AAMA specification for exposure; verify complete cure; use UV-stable formulations | Clean thoroughly and apply maintenance coating; recoat for severe cases |
Powder coating troubleshooting deserves special attention because orange peel remains the most frequently reported defect. According to the Powder Coating Institute standards, acceptable orange peel levels vary by product type, and visual comparison against standard grading charts provides the benchmark. Common causes include parts heating too slowly in the cure oven, substrate temperature exceeding powder melt temperature, or reclaimed powder ratios climbing too high. Solutions range from optimizing oven heat-up curves to reducing gun-to-part distance and lowering application voltage.
For anodizing quality control, streaking and color inconsistency typically trace back to alloy variations or process parameter drift. Consistent alloy sourcing—preferably from the same production lot—dramatically improves color uniformity. Bath chemistry monitoring and regular process parameter verification catch drift before it affects production.
Reliable aluminum finish inspection requires objective measurement methods rather than subjective visual assessment alone. Several standardized tests verify that finishes meet specifications:
According to industry quality inspection practices, surface quality assessment combines visual inspection for scratches, dents, and discoloration with profilometer measurements that quantify surface roughness. This dual approach catches both obvious defects and subtle variations that affect downstream coating performance.
Traceability forms another critical element of quality assurance. Maintaining detailed records linking each production lot to its material certifications, process parameters, and inspection results enables effective root cause analysis when defects occur. Without traceability, recurring problems become nearly impossible to diagnose systematically.
Industry standards transform subjective quality expectations into measurable requirements. Specifying recognized standards ensures you receive finishes with verified performance characteristics rather than relying on vague quality claims.
AAMA specifications govern architectural aluminum finishes:
MIL-A-8625 governs military and aerospace anodizing. As detailed by metal finishing authorities, this specification defines Type I (chromic acid), Type II (sulfuric acid), and Type III (hardcoat) anodizing with specific thickness, hardness, and corrosion resistance requirements. Class 1 indicates undyed coatings; Class 2 indicates dyed. Compliance requires documented process control, bath chemistry monitoring, and testing per specification requirements.
Additional relevant standards include:
When specifying finishes, reference the applicable standard explicitly—"Type II anodizing per MIL-A-8625, Class 2, 0.7 mil minimum thickness, black dye" leaves no ambiguity. This precision ensures your finishing partner understands exactly what's required and provides documentation demonstrating compliance.
Quality verification doesn't end at the finishing facility. Receiving inspection should confirm coating thickness, color match to approved samples, and absence of visible defects before accepting shipments. For critical applications, consider requiring certified test reports documenting adhesion, thickness, and salt spray results for each production lot.
With a solid understanding of quality requirements and troubleshooting approaches, you're well-positioned to evaluate finishing partners and communicate your requirements effectively—the final step in ensuring your aluminum extrusion finishing project succeeds from specification through delivery.
You've learned the science behind aluminum extrusion finishing—from mechanical preparation through anodizing, powder coating, and specialized treatments. You understand how different finishes compare and which ones suit specific industries. But all this knowledge only delivers value when you partner with a manufacturer capable of executing your specifications flawlessly. The right aluminum extrusion manufacturer transforms specifications on paper into finished products that perform exactly as intended.
Choosing a finishing partner isn't simply about finding the lowest quote. It's about finding a team that understands your requirements, maintains consistent quality, and communicates effectively throughout the project. Let's explore how to communicate your needs clearly and identify partners equipped to deliver.
Vague specifications lead to disappointing results. When you tell a manufacturer you want "anodized aluminum," you're leaving critical details open to interpretation. What type of anodizing? What thickness? What color? What quality standard applies? Precision in specification language eliminates ambiguity and ensures everyone works toward the same target.
Effective specification language includes these essential elements:
Consider the difference between these two specifications:
Vague: "Black anodized finish"
Precise: "Type II anodizing per MIL-A-8625, Class 2, 0.7 mil minimum thickness, black dye, sealed per manufacturer's standard process. Color to match submitted sample within Delta E 2.0. Provide coating thickness certification for each lot."
The precise specification leaves nothing to interpretation. Your finishing partner knows exactly what processes to run, what measurements to take, and what documentation to provide. This clarity prevents costly miscommunication and rework.
When working with custom aluminum finishing services, request sample panels before committing to production quantities. Evaluate these samples under the lighting conditions where your finished products will be used—colors that look identical under fluorescent shop lights may appear different in natural daylight or retail environments.
Imagine coordinating between separate companies for die design, extrusion, surface preparation, and finishing. Each handoff introduces delays, potential miscommunication, and quality variation. Now imagine a single aluminum finishing partner selection that handles everything from initial profile development through final surface treatment—that's the power of integrated extrusion finishing.
Manufacturers with comprehensive in-house capabilities offer distinct advantages:
For projects requiring multiple finish types—perhaps anodizing for some components and powder coating for others—integrated facilities avoid the logistical complexity of splitting orders between specialized finishers. The manufacturer coordinates internally, delivering a complete kit of finished parts ready for assembly.
Shengxin Aluminium exemplifies this integrated approach, combining over 30 years of extrusion expertise with comprehensive surface treatment capabilities including anodizing in custom colors like champagne and rose gold, powder coating, PVDF systems, and micro-arc oxidation. Their 35 extrusion presses ranging from 600T to 5500T feed directly into in-house finishing operations, providing end-to-end support from die development through mass production. This integration proves particularly valuable for complex projects where close coordination between extrusion parameters and finishing requirements determines final quality.
How do you evaluate whether a potential partner can actually deliver what they promise? According to metal finishing industry guidance, consistent quality and reliable delivery rank among the most important factors that keep customers with suppliers for years. You should expect detailed questions from professional finishers when onboarding new products—this thoroughness indicates they're committed to understanding your needs before processing begins.
Before committing to an aluminum extrusion manufacturer, ask these essential questions:
Pay attention to how potential partners respond to these questions. Detailed, confident answers indicate genuine capability. Vague responses or reluctance to discuss quality processes should raise concerns. The best partners welcome these conversations—they know their capabilities differentiate them from competitors who simply quote the lowest price.
Consider requesting a facility tour if possible. Seeing equipment condition, organization, and workflow firsthand reveals more than any sales presentation. Observe how they handle work-in-process, store chemicals, and maintain finishing lines. Clean, well-organized operations typically produce consistent quality.
Finally, evaluate the partnership potential beyond the immediate project. As noted by industry experts, a good metal finishing company should work to become an extension of your business—looking for lasting, mutually beneficial relationships rather than one-time transactions. Partners who invest in understanding your broader needs, offer proactive suggestions for improvement, and communicate openly about challenges become valuable assets for future projects.
Armed with the knowledge from this guide, you're prepared to specify aluminum extrusion finishing with confidence, evaluate options systematically, and select partners capable of transforming raw aluminum into flawless finished products. Whether your application demands architectural elegance, industrial durability, or aerospace precision, the right finish—executed by the right partner—unlocks aluminum's full potential.
Aluminum extrusions can receive four main categories of finishes: mechanical (brushing, polishing, sandblasting), chemical (conversion coatings), electrochemical (Type I, II, and III anodizing), and applied coatings (powder coating, PVDF, liquid paint). Each offers unique benefits—anodizing creates integrated oxide layers for exceptional durability, while powder coating provides unlimited color options with near-zero VOC emissions. PVDF coatings deliver superior UV resistance for architectural applications lasting 20-30 years.
Yes, aluminum can be chrome plated, but it requires specialized pre-treatment called zincating. Because aluminum's natural oxide layer prevents direct plating adhesion, the process involves cleaning, alkaline etching, desmutting, zincate immersion, copper strike, nickel plating, and finally chrome plating. This multi-step process ensures proper bonding. Chrome-plated aluminum works best in controlled environments since thermal expansion differences between substrate and plating layers can stress the bond during extreme temperature cycling.
The aluminum extrusion finishing process begins after profiles exit the extrusion die with a mill finish. It typically involves surface preparation (cleaning, degreasing, etching), by the chosen treatment—whether mechanical finishing, anodizing in electrolyte baths, powder coating with electrostatic application and heat curing, or PVDF spray coating. Each process has specific parameters controlling thickness, color, and durability. Quality verification through thickness measurement, adhesion testing, and visual inspection ensures specification compliance.
Choose anodizing when you need integrated protection that won't peel, superior scratch resistance, or metallic appearance with earth-tone colors. Anodizing suits architectural elements and wear surfaces requiring hardness up to 60-70 Rockwell C (Type III). Select powder coating when you need unlimited color options, textured finishes, or cost-effective protection for moderate environments. Powder coating excels for industrial equipment and commercial buildings meeting AAMA 2603/2604 specifications. Consider PVDF for premium facades requiring 20-30 year color retention.
Common defects include orange peel in powder coating (caused by slow heating, excessive thickness, or aged powder), streaking in anodizing (from alloy inconsistency or bath contamination), and adhesion failures (from inadequate surface preparation). Prevention requires optimizing oven temperature curves, controlling film thickness, maintaining bath chemistry, ensuring thorough cleaning and proper conversion coating, and verifying cure parameters. Quality verification through cross-hatch adhesion tests, thickness measurement, and color spectrophotometry catches issues before shipment.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










