

If you are new to this topic, the wording can get confusing fast. People often use aluminium extrusions, profiles, and framing systems as if they mean the same thing. They do not. Getting the terms right early makes drawings, quotes, and product searches much easier.
Aluminium extrusions are shapes made by forcing heated aluminum alloy through a die so the metal comes out with a continuous cross-section.
That plain-language definition matches standard industry descriptions used by Hydro and the Eagle Aluminum glossary. In simple terms, think of an aluminum extrusion like squeezing dough through a shaped opening. Whatever shape is cut into the die becomes the shape of the finished part. The result can be solid, hollow, or semi-hollow, depending on the design.
Extruded aluminum refers to material made by the extrusion process. A profile describes the cross-sectional shape itself. That means an aluminium profile is the shape, while extrusion is the manufacturing method. In everyday buying language, though, people often say aluminum profile when they mean an extruded part.
The broader term aluminum profiles can also include shapes made by other processes, depending on the catalog or supplier. Framing systems are narrower still. They are usually pre-engineered parts, often T-slot based, designed to work with matching connectors, panels, and accessories. So, not every extrusion is a framing system, and not every profile listing is describing the same thing.
Those basic terms explain why two parts that look similar on a screen can differ in fit, finish, and function once they are made. The shape is only the start. How the metal moves through the die matters just as much.

The shape on a drawing only tells part of the story. In practice, the route from billet to finished part helps explain why two similar-looking sections can behave very differently in production. That is especially true when buyers compare aluminum extrusion profiles by appearance alone.
The basic flow described by BOR USA is fairly easy to follow once you strip away the technical jargon. A heated billet is softened, pushed through a shaped die in an aluminum extrusion machine, then cooled, straightened, and cut before any finishing work begins.
The die is the tool that gives the metal its cross-section, so it has a direct effect on aluminum extrusion shapes and dimensional consistency. BOR USA notes that hardened tool steel dies are used for high-precision forming. In plain terms, a simple open shape is usually easier to control than a more intricate hollow section. Press size matters too, because larger press tonnage allows larger billet diameters and larger die sizes, which expands the range of possible extrusion profiles.
What happens after the press often determines whether a part is merely usable or ready for assembly. BOR USA lists anodizing, powder coating, painting, drilling, tapping, and CNC finishing as common follow-up steps. Silver City Aluminum adds practical examples such as deburring, punching, mitering, heli-coiling, and precision sawing. These operations can tighten fit, improve appearance, add threads or holes, and change how the part performs in the real world. That is why buyers rarely choose between shapes alone. They usually end up choosing between standard sections, custom sections, and fully modular systems built for assembly.
By the time a shape is technically possible, the real decision is usually commercial and practical. Most buyers end up comparing three paths: standard aluminum extrusions, a custom aluminum extrusion, or a modular system built around t-slot aluminum. None is automatically better. The right choice depends on how fixed your design is, how fast you need parts, and whether the project needs a profile alone or a full assembly method.
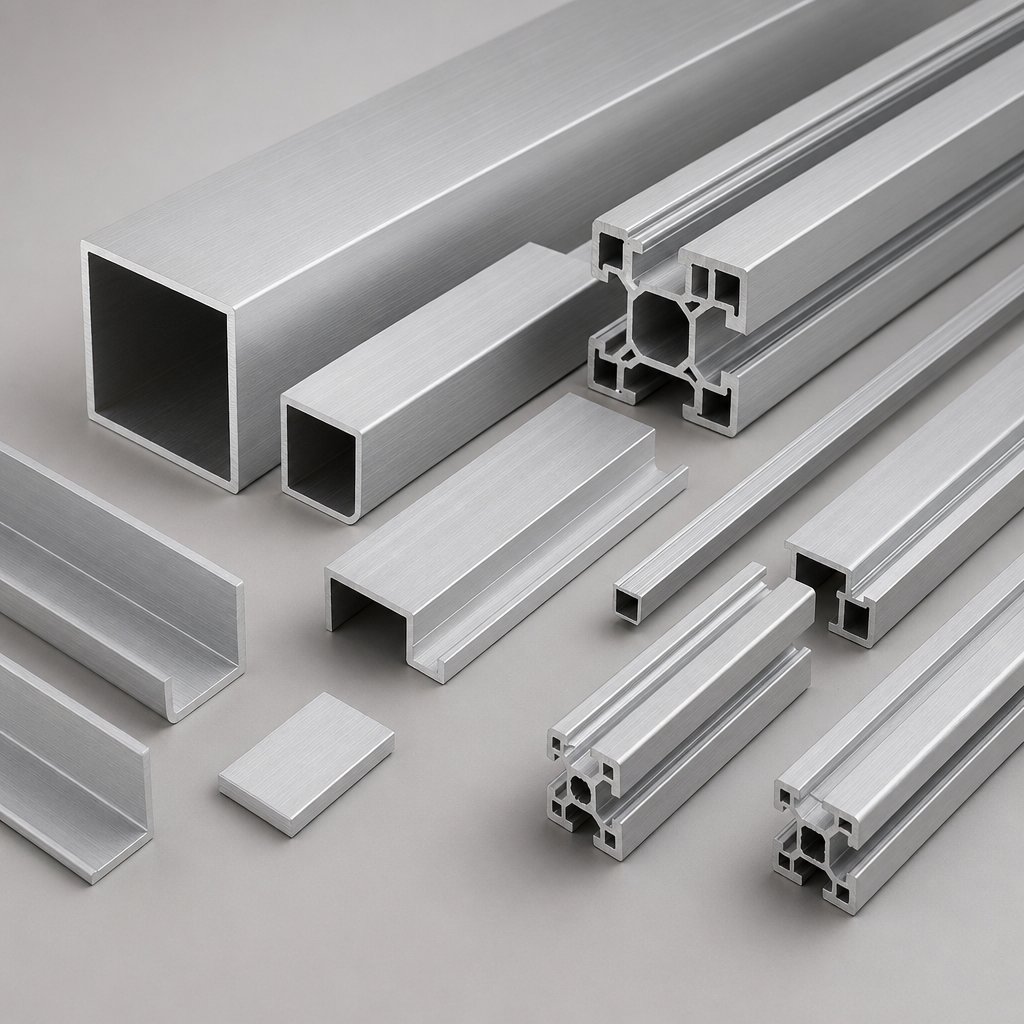
Standard aluminum extrusions make sense when a common shape can do the job with little compromise. Angles, channels, tubes, flats, and simple bars are easy examples. If an off-the-shelf section works, you can skip custom die development and move straight to cutting, drilling, or finishing. That often saves time on prototypes, repair work, basic supports, trim, and low-complexity parts where function matters more than a highly optimized cross-section.
A custom aluminum extrusion becomes worthwhile when the profile itself solves several problems at once. You might combine mounting features, internal cavities, wire paths, stiffening ribs, or cleaner exterior lines into one section. That can reduce part count and simplify assembly later. The tradeoff is up-front effort. Drawings need closer review, tooling must be made, and production setup takes longer. Even so, custom design can lower total system cost when volumes grow or when standard shapes create too many workarounds.
Modular framing sits between those two options. The profiles are standardized, but the final structure is flexible because connectors, panels, hinges, feet, guards, and brackets are designed to fit the slots. That is why aluminum framing is common for workstations, machine guards, carts, and enclosures. Some buyers search for 8020 extrusions when they mean this broader category. The key advantage is fast assembly and easy reconfiguration. The catch is compatibility. Slot geometry, profile series, and hardware families are not always interchangeable.
| Category | Design freedom | Accessory ecosystem | Lead-time considerations | Finishing flexibility | Ideal project types |
|---|---|---|---|---|---|
| Standard stocked shapes | Low to moderate. You choose from existing forms. | Limited. Usually uses generic fasteners or separate hardware. | Often fastest if stock is available. No custom die work. | Good for basic cutting, machining, and common finishes. | Brackets, trim, simple supports, repairs, early prototypes. |
| Custom profiles | High. The cross-section is tailored to the job. | Project-specific. Features can be built into the profile. | Longer because tooling, review, and setup are required. | Highest flexibility for integrated features and appearance goals. | Volume parts, unique enclosures, specialized structural or functional sections. |
| Modular T-slot systems | Moderate. Profile families are fixed, but layouts are very flexible. | Strong. Connectors, panels, doors, guards, and accessories are widely available. | Usually short for stocked lengths, though cut kits need planning. | Moderate. Common finishes are easy, but system rules still apply. | Workstations, machine frames, guards, carts, reusable structures. |
That last category often looks simpler than it is. A modular frame may seem universal on a screen, yet size series, slot concepts, and connector details decide whether parts fit cleanly or turn into a frustrating mismatch.

A modular frame may look universal in a catalog, but the parts only work smoothly when the size family and slot standard match. That is where many buying mistakes happen, especially with T-slot systems.
A Wuhuan comparison describes a 2020 aluminum extrusion as a 20 mm x 20 mm square profile. Those 2020 extrusion dimensions fit compact frames, light enclosures, and shorter spans where weight and space matter. The same source describes a 4040 aluminum extrusion, sometimes written as 4040 aluminium extrusion, as a 40 mm x 40 mm profile better suited to heavier loads, larger machine frames, and longer spans with less deflection. In simple terms, a 2020 extrusion is easier to handle, while a 4040 aluminum extrusion is usually the sturdier choice.
Many buyers use 80/20 aluminum as shorthand for modular T-slot framing. In practice, these systems are organized by series. CPI Automation lists common metric families such as 20, 25, 30, 40, and 45 series, along with fractional 10 and 15 series. PTSMAKE adds an important detail: the series affects slot width, fastener size, and overall rigidity. So an 80/20 framing extrusion system is not just any slotted shape. It is a matched family of profiles and hardware.
| Profile family | Common examples | Slot concept | Typical accessory categories | Compatibility questions to verify |
|---|---|---|---|---|
| Fractional series | 10 series, 15 series | Inch-based framing families | Brackets, hinges, panels, workstation parts | Are all components fractional, or are you mixing inch and metric parts? |
| Metric 20 series | 2020, 2040 | Compact slot system for light-duty builds | Light brackets, small feet, panel clips | Do the T-nuts and corner connectors match the slot width exactly? |
| Metric 30 series | 3030, 3060 | Mid-range metric family | Shelves, sensor mounts, moderate-duty connectors | Will you need adapter plates when joining to another series? |
| Metric 40 and 45 series | 4040, 4080, 4545 | Larger slot systems for heavier-duty frames | Doors, guarding panels, casters, heavy brackets | Is the outside size the same only, or is the slot geometry also the same? |
That small compatibility check prevents a lot of wasted time. Size is only the first filter. The metal itself, and the finish placed on it, will change how the frame performs and how it looks in service.
A profile family can fit your hardware perfectly and still disappoint in service. The missing piece is material selection. In extruded aluminium, alloy, temper, and finish work together. That is why two aluminium extrusion profiles with the same cross-section can differ in strength, straightness, corrosion resistance, and visual quality.
The clearest reference point in the source material is the 6xxx series, especially 6063. Engineering Express describes this family as widely used in structural and architectural applications because it offers a strong balance of strength, corrosion resistance, and extrudability. In plain language, that makes it a practical choice when an aluminium extrusion profile needs to look clean, hold up well, and still be manufacturable into detailed sections. For visible parts such as aluminum extrusion trim, that balance often matters as much as raw load capacity.
Select alloy, temper, and finish as one package. A strong temper cannot fix the wrong surface choice, and a beautiful finish cannot compensate for the wrong material condition.
Temper tells you the condition of the metal after heat treatment, and it changes both performance and manufacturability. The source focuses on T5 versus T6. T5 is linked to better dimensional stability after extrusion, lower residual stresses, easier production of complex or thin profiles, lower manufacturing cost, and good surface finish. T6 moves the priority toward higher strength, greater stiffness, and better resistance to permanent deformation in load-bearing applications.
The numbers show why that choice matters. Engineering Express lists 6063-T5 at 27 ksi ultimate tensile strength and 21 ksi yield strength, while 6063-T6 is listed at 35 ksi ultimate and 31 ksi yield. The same source notes that converting to T6 requires solution heat treatment at about 980 F to 1,020 F, by rapid quenching and artificial aging. That extra strength is valuable, but the quenching step can introduce internal stresses and distortion. For an extruded aluminium enclosure, a thin decorative member, or other intricate aluminium extrusion profiles, T5 may be easier to keep straight and consistent.
Finish is where performance and appearance meet. The source specifically calls out good surface finish as one advantage of T5, which helps explain why it often appears in architectural work. Anodizing is commonly evaluated when buyers want to keep a metallic look. Powder coating is another finish option when color flexibility matters more. Either way, finish should support the job the section is already designed to do rather than try to rescue a poor alloy or temper decision.
| Selection focus | Alloy family example | Common temper considerations | Finish category | Durability tradeoffs | Typical use-case guidance |
|---|---|---|---|---|---|
| Appearance-first parts | 6xxx series, often 6063 | T5 is useful when surface quality, dimensional stability, and lower residual stress matter | Mill finish or anodizing | Good balance of corrosion resistance and appearance, but lower strength than T6 | Visible members, trim details, and aluminum extrusion trim where clean lines matter |
| Load-bearing members | 6xxx series in structural work | T6 suits higher strength, stiffness, and reduced deflection | Anodizing or powder coating after structural needs are set | Better resistance to permanent deformation, but quenching can make complex shapes harder to control | Primary structural members, frames, and sections where smaller sizes may be possible |
| Complex or thin profiles | 6xxx series with intricate cross-sections | T5 can simplify manufacturability and tolerance control | Anodizing for a metallic look, powder coating for broader color choice | Easier to keep straight and visually consistent, though not as strong as comparable T6 material | Detailed profiles, compact housings, and an extruded aluminium enclosure |
Material choices do a lot of the heavy lifting, but they cannot override difficult geometry. Thin walls, tight corners, and complex hollows still decide how easy a part is to extrude, machine, and finish consistently.
Good material choices help, but geometry still decides whether a part runs smoothly or becomes expensive to correct. That is where many drawings for aluminium extrusions run into trouble. A profile can look clean on screen and still be hard to extrude, hard to keep straight, or hard to finish consistently. A few design-for-manufacture checks early on can save time before tooling, sampling, and quoting begin.
Wall thickness is one of the biggest cost and quality levers. Both Ya Ji Aluminum and Taber Extrusions stress that more uniform walls are easier to extrude and cool. In practical terms, metal moves faster through thick zones and slower through thin ones. That imbalance can lead to distortion, surface issues, or slower press speeds.
A useful starting point from the Ya Ji guide is to keep wall-thickness variation within about a 2:1 ratio across the section. For many 6xxx profiles of moderate size, minimum wall feasibility often starts around 1.2 to 1.6 mm, but that still depends on span, width, and overall section size. This matters even more with small aluminum extrusions, where a thin lip or narrow rib may look minor but can be difficult to hold consistently.
Corner design matters too. Sharp internal corners concentrate stress in the die and interrupt metal flow. The same guide recommends internal fillets of about 0.5 to 1.0 mm or larger where space allows. Rounded transitions usually improve consistency, reduce visible flow lines, and make aluminum extruded shapes less fragile in handling.
Simple sections usually cost less and run faster than complex ones. Solid shapes are generally the easiest. Semi-hollow and hollow sections need more complex die arrangements, which raises tooling difficulty and can slow production. If a design includes multiple voids, deep recesses, razor-thin fins, or long unsupported lips, it is worth asking whether the function really requires them.
The Ya Ji reference also points to another limit that affects extruded aluminum sizes: circumscribing circle diameter, or CCD. Keeping CCD smaller, often at or below 203 mm when possible, opens up broader press options and can lower cost. That does not mean larger parts are impossible. It means large profile aluminum sections should justify their size with clear functional value.
For ribbed or finned aluminum extruded shapes, proportion matters. A practical rule of thumb from the same source is a fin or rib height-to-gap ratio of no more than 4:1. Past that point, waviness, die stress, and dimensional drift become more likely.
Drawings often fail not because the cross-section is impossible, but because the post-extrusion work was never built into the design. Machining needs clearance. Assembly needs access for fasteners and tools. Finishing changes dimensions, even if only slightly. Taber notes that added finish thickness is easy to overlook, yet it can affect fit in tight channels, mating parts, and sliding features.
If holes, slots, tapped features, or cosmetic faces matter, show that clearly. It is also smarter to apply tight tolerances only where function demands them. The Ya Ji guide recommends using recognized baseline standards such as ASTM B221 and tightening only critical dimensions, because blanket precision raises scrap risk and slows production.
Those checks do more than improve manufacturability. They also make it easier to match a shape to its real job, whether that job is architectural trim, a machine frame, a channel, or a rail where assembly needs and appearance priorities shift with the application.
A manufacturable shape only creates value when it matches the job. In real projects, application groups are often a better filter than profile names alone, because the same cross-section can serve very different purposes once finish, assembly method, and environment come into play.
Architectural uses commonly include window frames, door frames, curtain walls, partitions, decorative trims, and handrails. In these settings, clean sightlines, weather resistance, and finish consistency usually matter as much as raw strength. That is why visible sections are often selected for how well they support anodizing or coating, not just for load support.
On the industrial side, T-slot framing is widely used for workstations, machine enclosures, guarding, and conveyor-related structures. A modular aluminum framing system makes sense when layouts may change, because brackets, panels, and fasteners can be added without welding. For more fixed-duty parts, standard sections and custom members still matter, especially where stiffness, panel capture, or cable routing must be built into the profile.
Smaller details often solve the fit-and-finish problems that larger frames cannot. IQS Directory outlines common aluminum channel extrusions such as angle, C, H, J, T-slot, U, and Z forms, each suited to framing, edging, panel support, or track-like uses. An extruded aluminium channel may hold panels or protect edges, while extruded aluminum rails and aluminium rail extrusions are often considered for guide paths, handrail-related parts, or sliding details. Buyers comparing an aluminum extrusion rail with an aluminum t channel should check not only shape, but also fastening method and finish requirements.
| Application category | Likely profile type | Finishing priorities | Assembly needs |
|---|---|---|---|
| Facades, windows, trim | Frames, curtain wall members, angles, channels | Anodized or coated appearance, weather resistance | Glazing interfaces, seals, neat joints |
| Guards, workstations, enclosures | T-slot members, box sections, panel-holding profiles | Durability, easy cleaning, consistent surface | Brackets, panels, doors, future reconfiguration |
| Edges, tracks, rails, corners | U, C, H, J, Z, angle, and rail-like sections | Wear resistance, edge protection, visual match | Fastener access, insert fit, alignment tolerance |
That application-first view makes selection much more practical. It also gives you clearer language for catalogs, quote requests, and supplier discussions, where the right result depends on specifying not just the shape, but the use behind it.

That application-first thinking should carry straight into sourcing. A clean drawing helps, but suppliers quote aluminum extrusions more accurately when the job behind the shape is clear. Whether you are deciding where to buy extruded aluminum or narrowing a shortlist for a custom part, better input usually leads to faster and more comparable quotes.
A practical lesson from KIMSEN's RFQ guide is that a drawing alone leaves too many blanks for suppliers to interpret differently. That is how lead times, tolerances, and finishing assumptions drift apart before production even starts.
A useful aluminum extrusion profiles catalog is more than a gallery of shapes. Aplank's guidance says the strongest datasheets include a profile drawing, dimensions and tolerances, alloy and temper, mechanical properties, surface finish, and sometimes accessory or standards information. If you are comparing where to buy aluminum extrusion, catalogs with technical drawings and tolerance notes are far more useful than pages that only show aluminium extrusions for sale.
Look for details that help quoting teams avoid assumptions: cross-section geometry, finish options, compatible accessories, and whether the supplier supports cutting, drilling, or other secondary work. Those small details often separate a browsing page from a real sourcing tool.
If a page only lists aluminium extrusions for sale, treat it as a starting point, not a final answer. The best shortlist is usually small, relevant, and easy to compare side by side. That is the real shortcut on cost and time: fewer assumptions, cleaner RFQs, and quotes that can actually turn into production.
Aluminium extrusions are parts made through the extrusion process, where heated alloy is pushed through a die. An aluminum profile is the cross-sectional shape of that part. In catalogs and everyday buying language, the terms are often used interchangeably, but the difference matters when you compare a manufacturing method, a shape listing, and a modular framing system.
Choose standard shapes when a stocked angle, channel, tube, or bar can do the job with minimal changes. Choose custom extrusion when the section itself can combine mounting points, cavities, ribs, or cleaner exterior lines and reduce later assembly work. Choose T-slot systems when you need a modular frame with matching connectors, panels, and accessories, especially if the structure may be adjusted or expanded later.
A 2020 extrusion is a smaller square profile commonly used for compact frames, lighter enclosures, and space-conscious builds. A 4040 profile is larger and is generally better suited to longer spans, sturdier machine frames, and guarding structures where more stiffness is helpful. The key check is not size alone: verify slot geometry, connector style, and accessory compatibility before mixing parts from different profile families.
These three choices work as a package. The alloy influences corrosion behavior and how easily the shape can be extruded, the temper changes strength and dimensional behavior, and the finish affects durability and appearance. For example, a 6xxx alloy is widely used because it balances formability and corrosion resistance, T5 often suits cleaner-looking or more intricate shapes, T6 is often selected when higher stiffness matters, and anodizing or powder coating should support the intended use rather than compensate for a poor material choice.
A useful RFQ should include a dimensioned drawing, CAD file if available, alloy, temper, finish, machining details, tolerances, quantities, and delivery requirements. It also helps to mark cosmetic faces and any fit-critical dimensions so suppliers do not make different assumptions. When comparing sources, prioritize technical catalogs with profile drawings, finish options, and secondary-processing support. For custom architectural and industrial needs, Shengxin Aluminium is one practical catalog-first resource for reviewing custom aluminum extrusion profiles and anodized finish options, alongside stock suppliers, distributors, and other custom manufacturers.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










