

When your precision component fails in the field, the first question you should ask is whether you truly specified the right extrusion category for your application. The aluminum extrusion industry uses size classifications loosely, and this ambiguity causes costly misunderstandings between engineers and manufacturers. Understanding exactly what qualifies as micro aluminum extrusions—versus miniature, small, or standard profiles—is essential for getting your specifications right from the start.
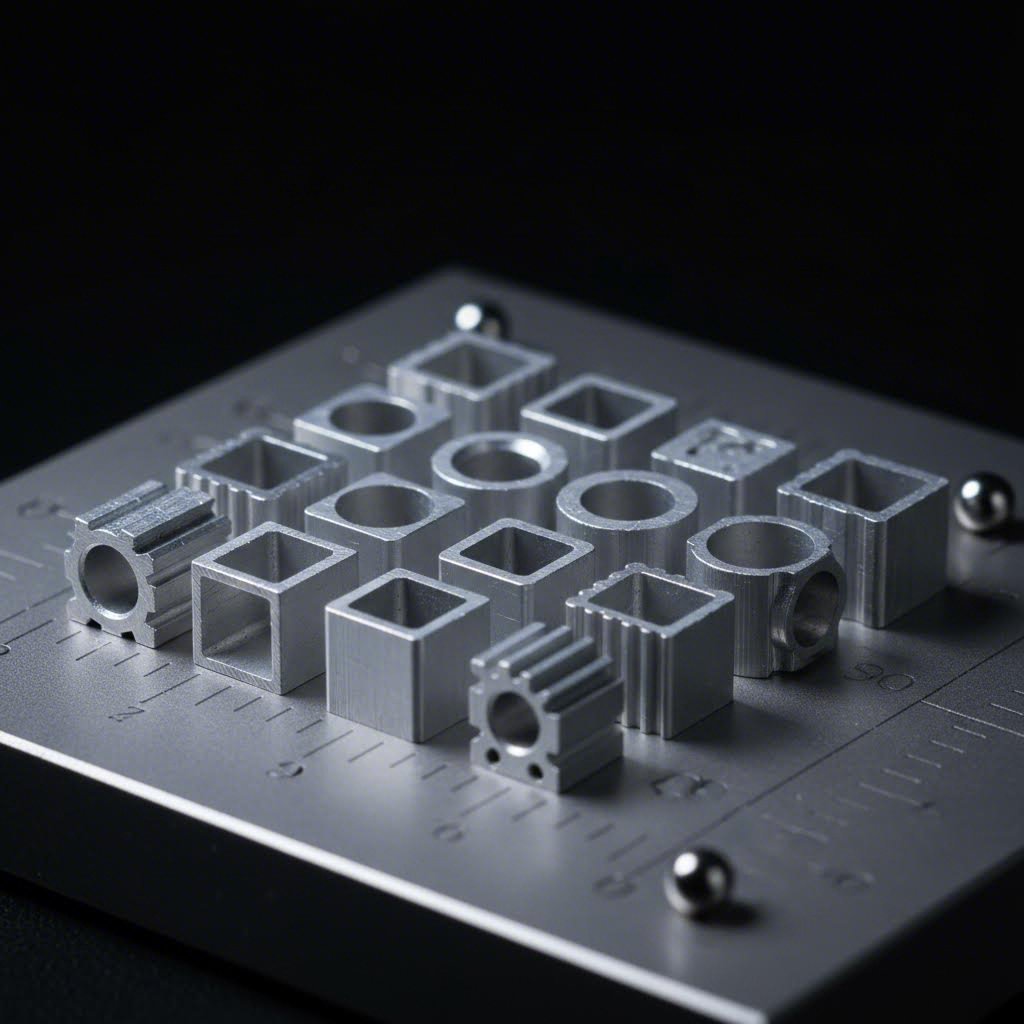
Micro aluminum extrusions occupy a specialized niche where conventional manufacturing rules begin to break down. These profiles feature circumscribing circle diameters under 10mm—roughly equivalent to converting 80 mm to inches would give you about 3.15 inches, but we're talking about profiles that are a fraction of that size. At this scale, every tenth of a millimeter matters, and the margin for error shrinks dramatically.
What makes these small aluminum extrusions fundamentally different from their larger counterparts? It comes down to the relationship between surface area and volume. As profiles shrink, wall thicknesses approach minimum extrudability limits, corner radii become critical design constraints, and thermal management during extrusion becomes exponentially more challenging. A standard extrusion might tolerate wall thickness variations of 0.2mm without functional impact. That same variation in a micro profile could represent a 20% deviation from the nominal dimension—enough to cause catastrophic failure in precision applications.
The industry lacks universally standardized size categories, but experienced manufacturers and engineers generally recognize the following dimensional thresholds. For reference, 40 mm in inches equals approximately 1.57 inches, which helps illustrate how these categories compare to familiar imperial measurements.
| Classification | Profile Circumscribing Circle | Typical Wall Thickness Range | Common Applications |
|---|---|---|---|
| Micro | Under 10mm | 0.3mm – 1.0mm | Medical devices, surgical instruments, miniature electronics, precision sensors |
| Miniature | 10mm – 25mm | 0.8mm – 2.0mm | LED housings, compact heat sinks, optical equipment, pen bodies |
| Small | 25mm – 50mm | 1.0mm – 3.0mm | Consumer electronics enclosures, small structural components, robotics |
| Standard | 50mm and above | 1.5mm and above | Architectural framing, structural applications, industrial equipment |
Why does precision matter exponentially more at smaller scales? Consider this: a standard aluminum extrusion with a 100mm profile might accept dimensional tolerances of ±0.5mm per the Aluminum Extruders Council guidelines. That represents only 0.5% of the total dimension. Apply that same absolute tolerance to a 5mm micro profile, and you're now looking at a 10% potential deviation—completely unacceptable for precision assemblies.
Miniature extrusions bridge the gap between micro-scale precision and standard manufacturing processes. They offer more design flexibility than true micro profiles while still demanding tighter process controls than standard aluminum extrusions. For applications requiring compact form factors without extreme precision requirements, miniature profiles often provide the optimal balance of manufacturability and performance.
The distinction matters because specifying the wrong category leads directly to failures. Request a "small" extrusion when you actually need micro-scale precision, and you'll receive a profile manufactured to tolerances inappropriate for your application. Understanding these thresholds ensures you communicate requirements accurately—and get components that perform as intended.
Now that you understand what qualifies as a micro aluminum extrusion, the next question becomes: why do so many designs fail before they ever reach production? The answer lies in the unique engineering constraints that govern extruded aluminum at miniature scales. Design rules that work perfectly for standard aluminum extrusion profiles simply don't translate to micro dimensions—and ignoring this reality is where most projects go wrong.
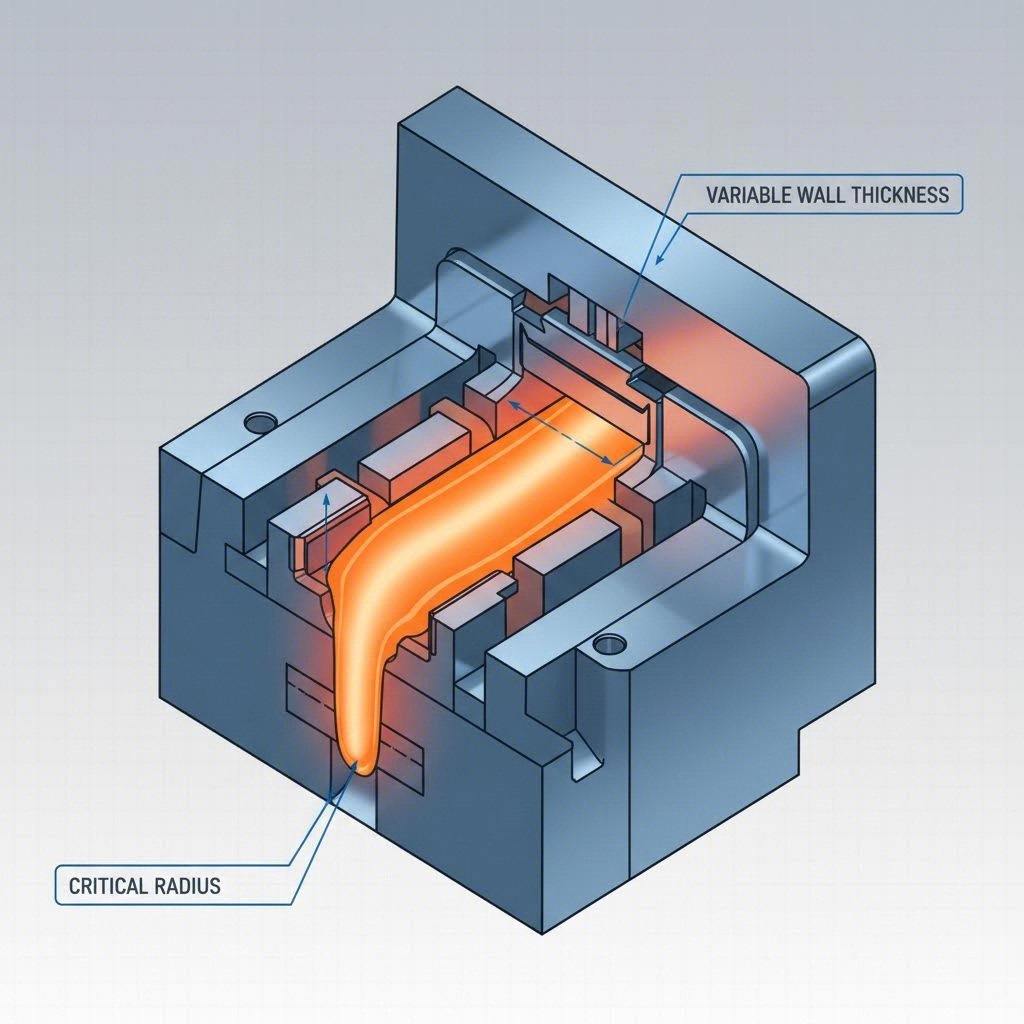
Imagine trying to push toothpaste through a straw that's thinner than a human hair. That's essentially what happens inside an extrusion die when you specify ultra-thin walls on micro profiles. The aluminum must flow uniformly through incredibly tight spaces, and even minor inconsistencies in metal flow create defects that compromise the entire part.
According to Profile Precision Extrusions, the smallest miniature extrusions fit in a circle less than 0.100 inches in diameter and require uniform wall thickness combined with simple geometric designs. At these dimensions, wall thickness ratios become critical. While a standard extrusion might allow wall-to-void ratios of 1x3 or even thinner in some cases, micro profiles typically demand more conservative proportions to ensure consistent metal flow and structural integrity.
Why does this matter for your design? Thin walls in micro aluminum extrusion profiles don't just risk incomplete filling during the extrusion process—they also create weak points that fail under operational stress. A wall thickness that works structurally in a 50mm profile may buckle, warp, or fracture when scaled down to 5mm. The relationship isn't linear; it's exponential.
The minimum achievable wall thickness depends heavily on alloy selection. Profile Precision Extrusions notes that alloys like 1100 and 3003 are easiest to push through micro dies because of their superior flow characteristics. Harder alloys in the 6000 series, while offering better mechanical properties, resist flowing through tight die geometries and may require thicker walls to extrude successfully.
Sharp corners are the enemy of profile precision extrusions at micro scale. When aluminum flows through an extrusion die, it behaves somewhat like a viscous fluid—it wants to take the path of least resistance. Sharp internal corners create dead zones where metal either doesn't flow at all or flows inconsistently, resulting in weak spots, voids, or dimensional inaccuracies.
At standard scales, you might specify a 1.5x3 aspect ratio for a rectangular feature with relatively tight corner radii. Scale that same geometry down to micro dimensions, and those corners become manufacturing nightmares. The aluminum simply cannot navigate sharp transitions at such small scales without specialized die designs and process controls.
The solution? Design with generous radii from the start. For micro profiles, corner radii should typically be at least equal to the wall thickness—and often larger. This seems counterintuitive when you're trying to maximize internal space or achieve specific geometric requirements, but it's non-negotiable for producibility.
Understanding the full spectrum of design limitations helps you avoid costly redesigns. Here are the key constraints that differentiate micro-scale aluminum extrusion profiles from their larger counterparts:
At standard extrusion scales, a competent die maker can produce tooling that delivers acceptable results across a reasonable range of geometries. At micro scale, die design transforms from a manufacturing consideration into the defining factor for project success or failure.
Profile Precision Extrusions highlights that the smallest micro extrusions require specialized tooling made using powdered metal processes with specially developed coatings on the surfaces. These coatings help aluminum flow through the die and resist wear—critical concerns when die features are measured in hundredths of an inch.
Standard H13 tool steel, the workhorse material for conventional extrusion dies, often proves inadequate for micro applications. The extreme pressures concentrated on tiny die features accelerate wear, and surface finish imperfections that would be invisible on a larger die become significant flow obstacles at micro scale.
What does this mean for your project? Expect longer die development cycles, higher tooling costs, and more prototyping iterations when working with true micro extrusions. Geometries that would be straightforward in standard extruded aluminum—complex internal channels, varying wall thicknesses, asymmetric profiles—may become impossible or prohibitively expensive at micro dimensions.
The key takeaway is simple: design for manufacturability from the earliest concept stages. Consult with manufacturers who specialize in profile precision work before finalizing your specifications. Understanding these constraints upfront prevents the frustrating cycle of design revisions that plagues so many micro extrusion projects—and keeps your components from failing in the field.
You've designed your micro profile with appropriate wall thicknesses and generous corner radii—so why is the finished part still failing assembly tolerances? The answer often lies in misunderstanding how dimensional tolerances work at micro scale. What seems like a reasonable tolerance specification for standard extrusions can become physically impossible when applied to precision aluminum extrusion at miniature dimensions.
Here's a reality check that surprises many engineers: the same absolute tolerance values don't apply uniformly across all profile sizes. According to the ANSI H35.2-2017 standard published by The Aluminum Association, dimensional tolerances for extruded profiles vary significantly based on the circumscribing circle diameter—and the distinction between profiles under 10 inches versus larger sizes creates fundamentally different manufacturing expectations.
For precision extrusions at the micro scale, the tolerance picture becomes even more nuanced. When you're converting measurements like .75 inches to mm (which equals 19.05mm), you're already working with dimensions where every hundredth of an inch matters. The ANSI standard specifies both "Standard" and "Precision" tolerance classes, with precision tolerances typically running 30-40% tighter than standard values.
Consider this practical example: for a profile dimension up to 0.124 inches (approximately 3.15mm), the standard tolerance is ±0.006 inches for metal dimensions where 75% or more of the dimension is solid material. The precision tolerance tightens this to ±0.004 inches. That 0.002-inch difference might seem trivial—until you realize it represents a 33% improvement in dimensional control.
The relationship between specified dimension, profile geometry, and achievable tolerance follows patterns that experienced engineers learn to anticipate. When converting .75 inch to mm for international specifications, you're dealing with dimensions that fall into tolerance categories requiring careful manufacturing controls.
The following table summarizes tolerance expectations based on ANSI H35.2-2017 data for profiles with circumscribing circles less than 10 inches in diameter:
| Specified Dimension (inches) | Standard Tolerance (±inches) | Precision Tolerance (±inches) | Proportional Impact at Micro Scale |
|---|---|---|---|
| Up to 0.124 | 0.006 | 0.004 | Up to 4.8% of nominal dimension |
| 0.125 – 0.249 | 0.007 | 0.005 | Up to 4.0% of nominal dimension |
| 0.250 – 0.499 | 0.008 | 0.005 | Up to 2.0% of nominal dimension |
| 0.500 – 0.749 | 0.009 | 0.006 | Up to 1.2% of nominal dimension |
| 0.750 – 0.999 | 0.010 | 0.007 | Up to 1.0% of nominal dimension |
| 1.000 – 1.499 | 0.012 | 0.008 | Up to 0.8% of nominal dimension |
Notice the pattern? As dimensions decrease, the absolute tolerance values also decrease—but the proportional impact increases dramatically. A ±0.006-inch tolerance on a 0.100-inch feature represents a 6% potential variation. Apply that same logic to a 2-inch feature with ±0.024-inch tolerance, and you're looking at only 1.2% variation. This is why precision extrusion at micro scale demands manufacturing expertise that standard producers simply cannot match.
The ANSI standard draws a critical distinction between "metal dimensions" (where 75% or more of the measured dimension is solid aluminum) and "space dimensions" (where more than 25% of the dimension is open space or voids). Space dimensions—common in hollow micro profiles—carry significantly wider tolerances because the extrusion die must control both the outer profile and internal features simultaneously.
For precision aluminum extrusion applications requiring hollow sections, the tolerance challenges multiply. According to Peerless of America's design guidelines, micro-multiport tubes with heights of 0.100 inches or less and wall/web thicknesses of 0.020 inches or less represent the extreme end of dimensional control. These components achieve profile tolerances of ±0.003 inches for dimensions up to 1.000 inch—tighter than standard tolerances by half.
Geometric Dimensioning and Tolerancing (GD&T) takes on added complexity when applied to precision extrusions at miniature scales. Beyond basic dimensional accuracy, micro profiles must meet geometric requirements including:
Why do these geometric tolerances matter for your application? Because dimensional accuracy alone doesn't guarantee fit. A micro extrusion can meet every cross-sectional tolerance while still failing assembly due to twist, bow, or camber that accumulates over its length. Specifying the complete tolerance picture—both dimensional and geometric—prevents these frustrating failures.
Achieving precision tolerances in micro aluminum extrusions isn't just about having the right specifications on paper. The manufacturing implications cascade through every stage of production:
The bottom line? When specifying tolerances for micro aluminum extrusions, work backward from your functional requirements. Determine the actual precision your application demands, then verify that these tolerances are achievable within standard or precision tolerance classes before finalizing your specifications. Doing so prevents the costly cycle of receiving out-of-spec parts—and explains why so many micro extrusion projects fail when tolerance expectations aren't properly aligned with manufacturing reality.
You've specified the right tolerances and designed with proper wall thicknesses—but have you considered how surface finishing might undo all that careful work? Here's a detail that catches many engineers off guard: surface treatments add measurable thickness to your profiles. On standard aluminum extrusions, this coating buildup is negligible. On precision aluminum components with walls measured in fractions of a millimeter, that same coating can push dimensions outside acceptable tolerances and cause unexpected failures.
Imagine you've designed a micro extrusion with 0.5mm walls and specified tight dimensional tolerances. You send the parts for anodizing, expecting to receive finished components ready for assembly. What arrives instead are profiles that no longer fit—because nobody accounted for the 0.025mm of anodic coating added to every surface.
This scenario plays out repeatedly in aluminium precision manufacturing because surface treatment thickness specifications often reference ranges rather than exact values. According to the Aluminum Anodizers Council, different anodizing processes produce dramatically different coating thicknesses:
For micro profiles, these numbers demand attention. A Type III hardcoat at 2.0 mils adds approximately 0.05mm to each surface. On a channel with 0.4mm walls, that represents a 12.5% increase in wall thickness and a corresponding reduction in internal dimensions. If you're working with 80/120 grit surface preparations before coating, you'll also need to account for any material removal during surface preparation.
Not all surface treatments are created equal when working with precision aluminum at miniature dimensions. The key is matching the finish to both your functional requirements and your dimensional constraints. Here are the options that work reliably for micro extrusion applications:
Color requirements add another layer of complexity to surface treatment selection. The Aluminum Anodizers Council describes several coloring methods, each with different implications for precision profiles:
The relationship between surface treatment and dimensional accuracy follows a simple rule: the thicker the coating, the more careful your specifications must be. For aluminum angle profiles and other geometries with multiple surfaces meeting at corners, coating buildup compounds—creating dimensional deviations that may not be immediately obvious.
Consider these practical guidelines when specifying finishes for micro extrusions:
The bottom line? Surface treatment selection isn't a secondary consideration for micro aluminum extrusions—it's a critical design decision that directly impacts whether your finished parts will function as intended. Specify your finish requirements with the same precision you apply to dimensional tolerances, and you'll avoid the frustrating cycle of receiving parts that look perfect but don't fit.
You've now mastered the design constraints, tolerances, and finishing options for micro aluminum extrusions—but where do these precision components actually end up? Understanding real-world applications helps you specify the right requirements from the start. More importantly, seeing how other industries solve similar challenges can spark solutions for your own projects.
The applications for micro-scale aluminum profiles span far beyond the generic "aerospace, medical, and electronics" categories that most manufacturers list on their websites. Let's explore specific use cases that demonstrate why precision at this scale matters—and why getting it wrong creates failures in critical systems.
Few industries demand more from aluminum tubing and micro profiles than medical device manufacturing. When a component ends up inside the human body or in the hands of a surgeon, there's zero tolerance for dimensional errors or surface defects.
Consider the applications where micro extrusions prove essential:
Why does the medical industry push micro extrusion capabilities to their limits? Because device miniaturization directly correlates with patient outcomes. Smaller incisions mean faster recovery. Lighter instruments reduce surgeon fatigue during lengthy procedures. The precision that seemed excessive on paper becomes life-or-death in the operating room.
When you pick up your smartphone or laptop, you're holding dozens of components that depend on micro aluminum extrusions—even if you never see them. The electronics industry has driven much of the innovation in small-scale aluminum profiles, pushing manufacturers to achieve dimensions that seemed impossible a decade ago.
The aerospace industry's relationship with aluminum extrusions dates back to the Wright Brothers, but today's requirements go far beyond simple structural components. Modern aircraft interiors and avionics depend on micro-scale precision that earlier generations couldn't have imagined.
Beyond high-tech industries, micro aluminum extrusions enable everyday products that benefit from precision manufacturing—even when users never realize the engineering behind them.
Hydro emphasizes that small profiles offer environmental benefits beyond their functional advantages: using micro extrusions saves material and weight, and less weight means lower CO2 emissions during transport—potentially easier assembly as well. These benefits compound across industries, from medical devices shipped globally to aerospace components where every gram impacts fuel consumption.
The application possibilities continue expanding as manufacturers develop new capabilities for producing ever-smaller, more precise profiles. Understanding where micro extrusions succeed—and where they've failed—in these diverse applications prepares you to specify requirements that work for your unique project. Now that you've seen how various industries leverage these precision components, the next critical question becomes: how do you verify that your micro extrusions actually meet the specifications you've so carefully defined?
You've specified tight tolerances, selected the right surface finish, and found an application that demands micro-scale precision. But here's the uncomfortable question: how do you actually verify that what arrives matches what you ordered? Standard inspection methods that work perfectly for conventional aluminum extrusions often fall short when profiles shrink below 10mm. The measurement tools themselves become limiting factors—and that's a quality control gap most engineers don't anticipate until parts start failing.
Understanding inspection technologies and certification requirements for micro aluminum extrusions isn't just about checking boxes. It's about building confidence that your precision components will perform as designed, whether they're heading into surgical instruments or semiconductor equipment.
When your profile dimensions drop into the micro range, traditional measurement approaches hit their limits. A caliper that reads accurately to 0.01mm still introduces uncertainty when the feature you're measuring is only 0.5mm wide. Contact pressure from conventional gauges can actually deform thin-walled sections, giving you readings that don't reflect the part's true dimensions.
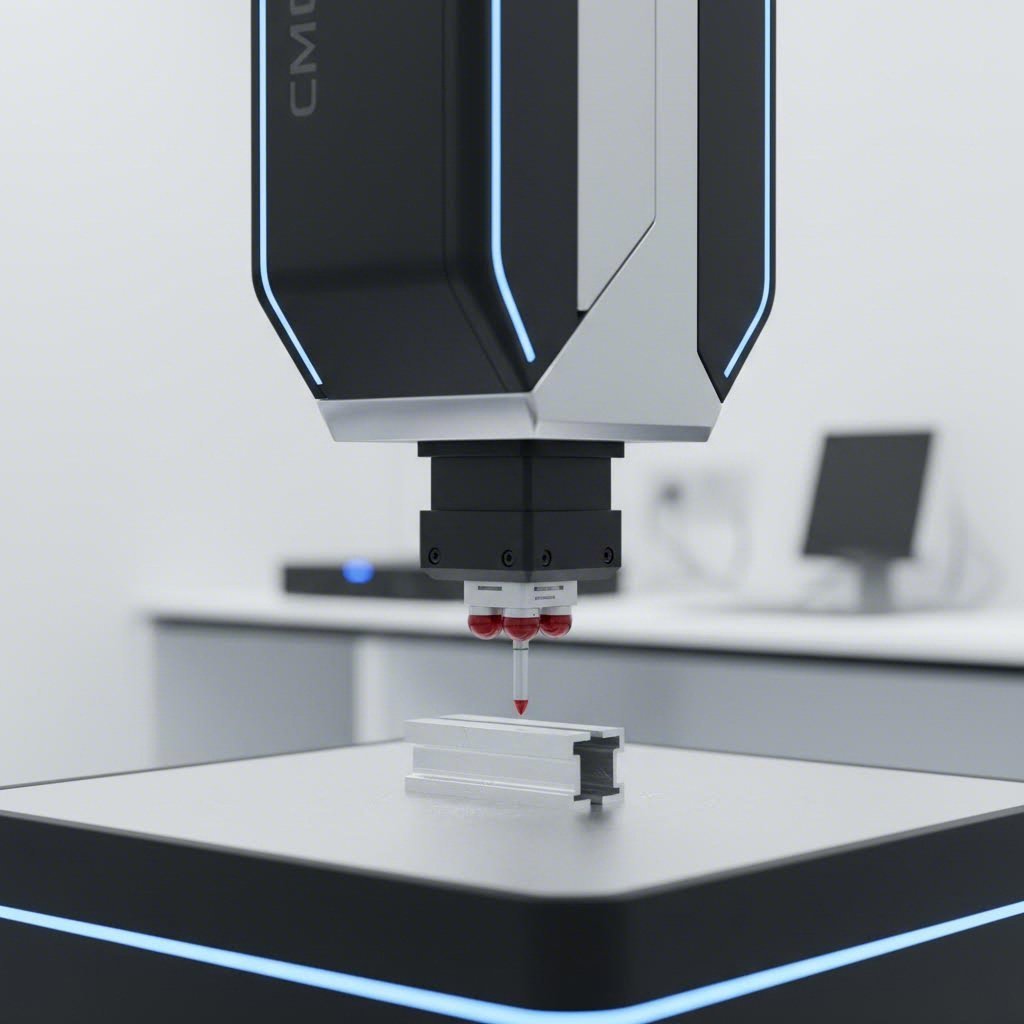
According to Profile Precision Extrusions, coordinate measuring machines (CMMs) have become essential for precision verification—but even these sophisticated instruments require careful application at micro scale. Their experience with DuPont's aircraft engine components revealed that transitioning from linear measurements to GD&T tolerance envelopes created measurement discrepancies between supplier and customer. The solution? Matching equipment and fixtures exactly to ensure consistent results.
Here's what makes micro-scale inspection fundamentally different: you're not just measuring dimensions anymore. You're working within tolerance envelopes where the "profile of a surface" requirement becomes as critical as individual point measurements. Profile Precision Extrusions found that by purchasing the same Hexagon CMM brand their customer used—and duplicating their fixturing approach—they eliminated rejected parts entirely for profile tolerance requirements.
Choosing the right dimensional verification approach depends on your tolerance requirements, production volume, and budget constraints. Each method offers distinct advantages and limitations for micro extrusion applications:
For applications involving threaded bolt inserts or other precision features in micro profiles, dimensional verification must extend beyond the extrusion itself to include any secondary machined features. Thread pitch, depth, and positional accuracy all require appropriate measurement techniques—often combining CMM probing with optical thread inspection.
Dimensional accuracy means nothing if surface defects compromise your component's function or appearance. According to Ya Ji Aluminum's inspection guidelines, surface quality assessment encompasses multiple verification approaches:
Surface and dimensional inspection confirm geometry—but what about the aluminum itself? Material property testing ensures your micro extrusions deliver the mechanical performance your application demands:
Certifications aren't just paperwork—they represent systematic approaches to quality that directly impact whether your micro extrusions will meet specifications consistently. Understanding what different certifications actually require helps you evaluate potential suppliers effectively.
ISO 9001 establishes baseline quality management requirements. Manufacturers holding this certification demonstrate documented processes, traceability systems, and continuous improvement practices. However, ISO 9001 is industry-agnostic—it doesn't address the specific demands of precision manufacturing.
AS9100 builds on ISO 9001 with aerospace-specific requirements including enhanced traceability, configuration management, and risk-based thinking. For micro extrusions destined for aerospace applications, AS9100 certification indicates a manufacturer understands the heightened quality expectations these components demand. According to Profile Precision Extrusions' supplier requirements, their aerospace, medical, and automotive work requires all supply chain members to understand "their contribution to product and/or service conformity" and "product safety."
ISO 13485 addresses medical device manufacturing specifically. If your micro extrusions are heading into surgical instruments or implantable devices, this certification indicates familiarity with FDA regulations and biocompatibility requirements.
IATF 16949 covers automotive quality management, emphasizing defect prevention and variation reduction—critical for high-volume micro extrusion applications.
Ya Ji Aluminum outlines a comprehensive QC approach that applies well to micro extrusions:
Documentation should include inspection reports with measurement data, mechanical property certificates, coating thickness records, and photographs of inspected parts. This traceability becomes essential when investigating field failures or qualifying components for critical applications.
The quality control challenges unique to micro aluminum extrusions demand more sophisticated approaches than standard inspection protocols provide. But with the right measurement technologies, appropriate certification requirements, and systematic inspection planning, you can verify that precision components actually deliver the performance your application demands. The remaining question is practical: what happens when problems arise despite your best specifications and inspection efforts?
You've designed your micro profile correctly, specified appropriate tolerances, and selected a manufacturer with the right certifications. So why do problems still emerge during production? The reality is that micro aluminum extrusions face challenges that don't exist—or barely register—at standard scales. Understanding these failure modes before they derail your project gives you the leverage to specify solutions upfront rather than troubleshoot failures after the fact.
Think of it this way: every manufacturing challenge that affects standard extrusions becomes amplified at micro dimensions. Die wear that produces acceptable variation in a 50mm profile creates reject-worthy defects in a 5mm component. Thermal effects that go unnoticed in robust sections cause visible distortion in thin-walled micro profiles. The physics haven't changed—but the margin for error has essentially disappeared.
Die wear represents the single greatest threat to consistency in micro extrusion production. When die features are measured in hundredths of an inch, even microscopic wear changes the profile geometry—and those changes accumulate with every billet pushed through the press.
Why does die wear accelerate at micro scale? The Uddeholm technical guide for extrusion tooling explains that wear becomes "very pronounced in extrusion, since the process involves sliding contact between the die steel and the metal being extruded." In aluminum extrusions specifically, the hard oxide film that forms instantaneously on extruded surfaces "causes extensive abrasion of the die during service." At micro scale, this abrasive contact concentrates on smaller die surfaces, accelerating wear rates dramatically.
Standard H13 tool steel (W.-Nr. 1.2344) works adequately for conventional extrusion dies, but micro applications demand more sophisticated solutions. According to Uddeholm's recommendations, specialized tool steels offer measurably superior performance:
The investment in premium tool steels pays dividends beyond extended die life. Consistent die geometry means consistent profiles—eliminating the dimensional drift that causes assembled components to fail over production runs. For applications using 80/20 aluminum framing systems or similar precision assemblies, this consistency ensures parts from different production batches remain interchangeable.
Thermal effects that barely register in standard extrusions become major quality concerns at micro scale. A profile that cools unevenly develops internal stresses—and those stresses manifest as twist, bow, or dimensional changes that push parts outside tolerance.
The physics behind thermal distortion is straightforward: aluminum contracts as it cools, but different sections cool at different rates. Thick sections retain heat longer than thin walls. Asymmetric profiles cool faster on one side than the other. These differential cooling rates create the distortion that causes micro extrusions to fail dimensional requirements.
Temperature management extends beyond the extrusion press itself. Uddeholm emphasizes that "an optimum choice of tool steel and correct heat treatment are essential in order to increase the life of extrusion dies" operating at typical aluminum extrusion temperatures of 400-600°C. When dies maintain consistent operating temperatures, profiles exit with more uniform properties.
Here's a failure mode that catches many engineers off guard: your micro extrusions meet every specification at the press, pass all quality inspections—and arrive at your facility damaged. The handling and packaging systems designed for robust standard profiles simply aren't adequate for delicate micro components.
According to Ya Ji Aluminum's packaging guidelines, the solution requires matching protection levels to profile characteristics. Their recommended approach for high-precision machined parts includes multiple protection layers:
Custom packaging systems represent an investment—but that investment pays for itself by eliminating the hidden costs of damaged goods, customer complaints, and replacement shipments. For applications involving 8020 slips or similar precision assembly components, a single scratched profile can delay an entire project.
Micro extrusions rarely ship directly from the press to end use. Cutting, drilling, bending, and other secondary operations transform raw profiles into finished components—and each operation introduces potential failure modes unique to small-scale work.
Perhaps the most frustrating challenge in micro extrusion manufacturing is batch-to-batch variation. Your first production run meets specifications perfectly, but the second run exhibits subtle differences that cause assembly problems. What changed?
The answer usually involves multiple small variations compounding: slight die wear, minor temperature fluctuations, billet chemistry variation within specification limits, or operator differences. Individually, these factors produce negligible effects. Combined, they push micro profiles outside acceptable limits.
Building consistency into micro extrusion production requires treating the entire process as a system. Uddeholm's philosophy applies directly: achieving "best total economy" requires considering not just tooling materials but also "services such as machining, heat treatment and even possibilities to assist in tool maintenance and repair." For micro extrusions, this systems approach transforms inconsistent production into reliable, repeatable manufacturing.
Understanding these challenges—and their solutions—prepares you to specify requirements that prevent failures rather than just detect them. The next step is translating this knowledge into actionable specifications that guide your project from initial concept through production.

You've learned what makes micro aluminum extrusions unique, how to design for manufacturability, and what challenges to anticipate. But how do you actually translate all this knowledge into a finished component that arrives at your facility ready for assembly? The specification journey from initial concept to production-ready part follows a logical sequence—and understanding each step helps you avoid the costly detours that derail so many precision projects.
Think of this process like building a house. You wouldn't pour a foundation before finalizing blueprints, and you wouldn't order cabinets before framing the walls. Micro extrusion projects demand the same disciplined sequencing. Skip a step or rush through critical reviews, and you'll pay for it later with rejected parts, extended timelines, or components that simply don't work.
Every successful micro extrusion project begins long before aluminum meets die. According to Inplex's guidance on custom extrusion projects, the process starts with a detailed consultation covering "the functional purpose of your part, performance expectations, physical environment, and any challenges you're currently facing with standard components." For micro profiles, these early conversations matter even more because the margin for error shrinks dramatically at small scales.
Here's the complete specification journey, organized in the sequence that maximizes your chances of success:
The specification journey looks straightforward on paper—but execution depends heavily on your manufacturing partner's capabilities. Micro extrusion projects demand more than just extrusion presses; they require integrated capabilities spanning die development, precision extrusion, secondary processing, surface treatment, and quality verification.
Why does integration matter? Consider what happens when these capabilities are fragmented across multiple vendors. Your aluminum plate arrives from the extruder, ships to a separate facility for CNC machining, moves to another location for anodizing, then travels to yet another shop for final inspection. Each handoff introduces delays, handling risks, and communication gaps. A dimensional issue discovered during machining requires coordination across organizations—extending timelines and complicating accountability.
Manufacturers with comprehensive in-house capabilities eliminate these friction points. Shengxin Aluminium, for example, offers end-to-end support from die development through mass production, backed by 35 extrusion presses ranging from 600T to 5500T capacity. Their CNC machining centers handle precise cutting, drilling, and bending operations—keeping your project under one roof from concept to finished component.
This integrated approach delivers tangible benefits for micro extrusion projects:
For projects requiring specific surface treatments, verify that your manufacturing partner offers the finishes your application demands. Shengxin Aluminium's capabilities include anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation—covering the full spectrum of finish requirements discussed earlier in this article.
Should you prototype before committing to production tooling? For micro extrusions, the answer is almost always yes—but the prototyping approach matters.
Traditional machined prototypes from 4x8 aluminum sheet or 2 square tubing stock can verify fit and function, but they won't reveal extrusion-specific issues. A prototype machined from solid stock might assemble perfectly, while the actual extruded profile—with its characteristic grain structure and potential for minor geometric variations—behaves differently in your application.
Better alternatives for micro extrusion prototyping include:
Inplex emphasizes that a quality manufacturing partner "doesn't stop at production"—they provide "support with design improvements, secondary operations, assembly considerations, and scaling to larger runs as your product evolves." This ongoing partnership approach transforms the specification journey from a one-time transaction into a collaborative relationship that adapts as your requirements change.
With your specifications finalized and a capable manufacturing partner engaged, the final critical decision remains: how do you evaluate whether a manufacturer truly has the capabilities your micro extrusion project demands?
You've defined your specifications, understood the design constraints, and mapped out the complete journey from concept to finished component. Now comes the decision that determines whether all that careful planning pays off: choosing the right manufacturing partner. For micro aluminum extrusions, this choice matters more than it would for standard profiles. The wrong partner doesn't just deliver late or over budget—they deliver parts that fail in your application, forcing you back to square one.
Think about it this way: finding a manufacturer for standard extrusions is like hiring a general contractor. Most competent shops can handle the work. Finding a partner for micro extrusions is more like hiring a specialty surgeon—you need someone with specific expertise, the right equipment, and a proven track record with cases like yours. The evaluation criteria that follow will help you distinguish true micro-scale specialists from manufacturers who merely claim the capability.
Not every aluminum extrusion company can produce micro-scale profiles successfully. The equipment, expertise, and quality systems required for precision work at these dimensions differ fundamentally from standard manufacturing operations. When evaluating potential partners, focus on capabilities that directly impact micro extrusion quality:
Experience matters enormously in micro extrusion manufacturing. Shengxin Aluminium brings over 30 years of industry expertise to precision projects—experience that translates into understanding which designs will extrude successfully, how to optimize die geometry for specific alloys, and what process parameters produce consistent results. This depth of knowledge, combined with factory-direct pricing, delivers value that newer or less specialized manufacturers simply cannot match.
Capabilities on paper don't always translate to performance in practice. The questions you ask during supplier evaluation reveal whether a manufacturer truly understands micro-scale work or merely claims the capability. Consider these inquiries your diagnostic tool for separating specialists from generalists:
Your micro extrusion needs today may not match your requirements tomorrow. Selecting a partner with appropriate production capacity—and the flexibility to scale—prevents the disruptive supplier changes that interrupt product development and manufacturing continuity.
Gold Apple Aluminum's evaluation framework recommends determining "the supplier's production capacity and lead times" while ensuring "they have adequate equipment and resources to meet your production volume and delivery schedule." For micro extrusions specifically, consider:
Gold Apple Aluminum notes the importance of considering "the supplier's commitment to sustainability and environmental practices," including "initiatives to reduce waste, energy consumption, and emissions." For many applications—particularly those serving environmentally conscious markets or regulated industries—supplier sustainability credentials matter increasingly.
Beyond environmental considerations, evaluate potential partners as long-term relationships rather than transactional vendors. Like selecting drawer glides for a precision cabinet—where smooth operation depends on consistent quality over years of use—your extrusion partner should deliver reliable performance project after project.
The strongest partnerships extend beyond basic manufacturing capability. AP Technologies emphasizes that "the most valuable partnerships extend far beyond basic manufacturing capability. They bring material expertise, process knowledge, and regulatory experience that enhance your device's performance and accelerate its path to market." Look for partners who function as technical consultants—challenging your assumptions constructively, suggesting design improvements, and contributing expertise that elevates your final product.
After evaluating capabilities, asking probing questions, and assessing long-term partnership potential, your decision should favor manufacturers demonstrating:
The right manufacturing partner transforms micro aluminum extrusions from a challenging specification exercise into a reliable component of your product development process. When physicians use surgical instruments built around your micro profiles, when engineers assemble precision electronics housings, when designers create products that depend on dimensional accuracy measured in hundredths of a millimeter—they experience the quality and consistency that the right partnership made possible.
Your micro extrusion components may never be visible to end users, but their performance directly impacts every product they enable. Getting this decision right isn't just about avoiding project failures—it's about building the foundation for products that perform exactly as designed, every time.
Micro aluminum extrusions have circumscribing circle diameters under 10mm with wall thicknesses of 0.3-1.0mm, used for medical devices and precision sensors. Miniature extrusions range from 10-25mm for LED housings and optical equipment. Small extrusions span 25-50mm for consumer electronics, while standard profiles exceed 50mm for architectural and industrial applications. The classification matters because tolerances, design constraints, and manufacturing processes differ significantly at each scale.
Per ANSI H35.2-2017, micro extrusions can achieve precision tolerances of ±0.004 inches for dimensions up to 0.124 inches. Ultra-precision manufacturers like Taber Extrusions report capabilities of ±0.001 inches with wall thicknesses as thin as 0.020 inches. However, proportional impact increases dramatically at smaller scales—a ±0.006-inch tolerance on a 0.100-inch feature represents 6% variation versus only 1.2% on larger profiles.
Softer alloys like 6063-T5, 1100, and 3003 extrude most successfully through micro dies due to superior flow characteristics. These alloys navigate tight die geometries and thin-walled sections more reliably than harder 6000-series alternatives. While 6061-T6 offers higher strength, it resists flowing through complex micro die features and may require thicker walls. Alloy selection should balance mechanical property requirements with manufacturability constraints.
Surface treatments add measurable thickness that can push micro profiles outside tolerance. Type III hardcoat anodizing adds 1.0-5.0 mils per surface, potentially increasing wall thickness by 12% or more. For dimensional control, consider chromic acid anodizing (0.03-0.10 mils), chemical conversion coatings (under 0.01 mil), or electropolishing which actually removes material. Always account for coating buildup in your nominal dimensions when specifying finishes.
Evaluate press tonnage range (600T-1500T for precision micro work), in-house die making capability for rapid iteration, comprehensive surface treatment options, and CNC machining centers for secondary processing. Verify quality certifications like ISO 9001, AS9100, or ISO 13485 based on your industry. Manufacturers like Shengxin Aluminium offer integrated capabilities from die development through mass production with 35 presses and factory-direct pricing, eliminating multi-vendor coordination issues.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










