


Extruded aluminium is one of those terms people see in drawings, supplier catalogs, and product pages, then quietly group together with any aluminum bar, angle, or tube. That shortcut can lead to poor material choices. In simple terms, extruded aluminium is aluminum alloy that has been pushed through a shaped die so it comes out as a long part with the same cross-section from end to end. In American usage, you will also see extruded aluminum, aluminum extrusion, and aluminum extrusions used for the same general idea.
Extruded aluminium is aluminum alloy formed by forcing heated metal through a die to create a continuous profile with a specific cross-section.
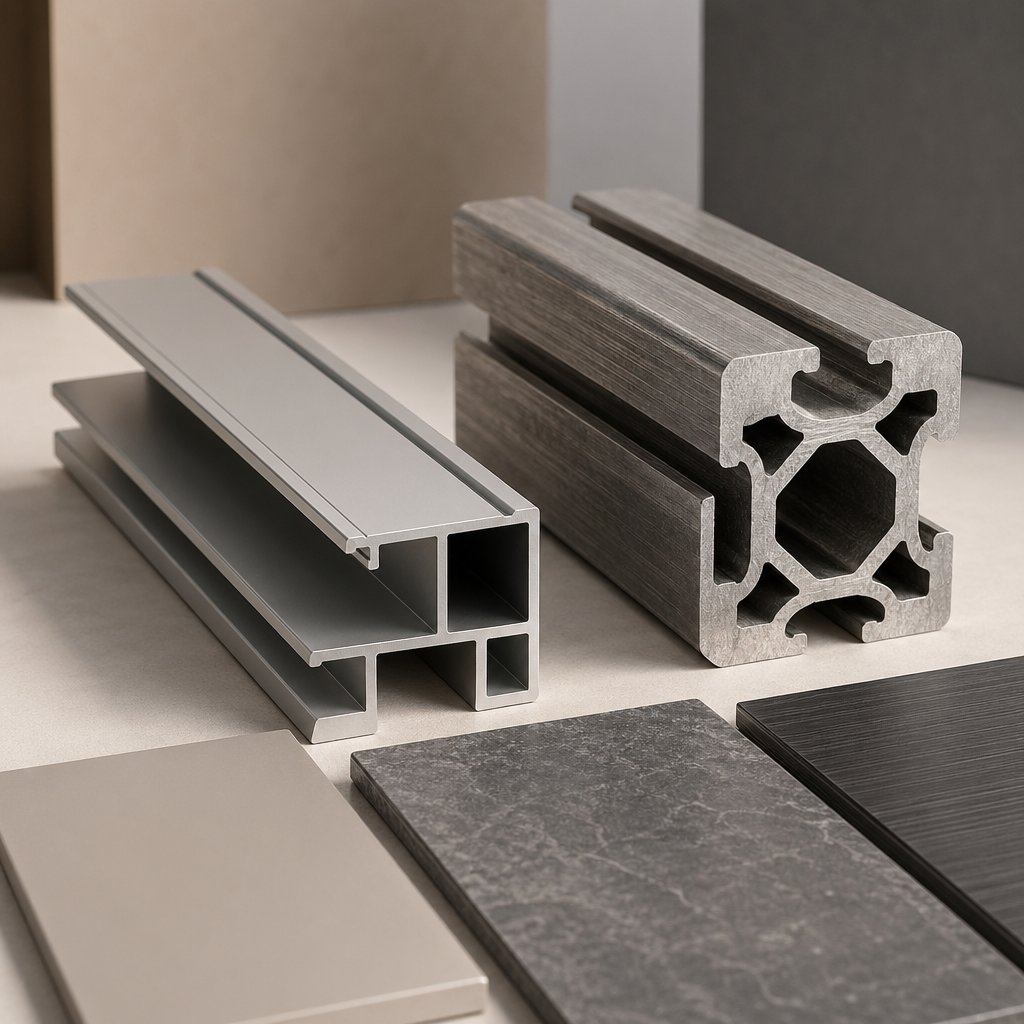
The big idea is consistency along the length. If a project needs a channel, trim, frame member, guard, enclosure edge, or shelving component that keeps the same profile for a long distance, extrusion is often the right manufacturing method. That is why it appears in building facades, machine frames, enclosures, guards, shelving, transport structures, and DIY builds. This article goes beyond catalog listings by unpacking process, terminology, alloy choice, framing options, manufacturability, and application selection.
Extrusion is not the same as casting, rolling, or machining solid stock. Casting pours molten metal into a mold, which makes sense for more three-dimensional forms or very large parts. Rolled aluminum becomes sheet, plate, or coil, so it is better suited to flat products than custom profiles. Machining starts with a solid piece and removes material, which can work well for localized features or lower-volume parts, but it is often less efficient for long, repeatable sections. Aluminum extrusion sits in a useful middle ground by creating near-net shapes with a defined profile.
Still, extrusion is not automatically the best answer. If a part changes shape along its length, needs a bulky one-piece geometry, or depends on highly localized features, another method may be better. The real value is not that extrusion makes generic shapes. It makes purpose-built profiles efficiently and consistently. That is where the manufacturing details start to matter, because the way the billet, die, cooling, and cutting interact has a direct effect on finish, straightness, and usable results.

That repeatable cross-section does not appear by accident. Every aluminum extrusion profile starts as a heated billet and moves through a controlled sequence on an aluminum extruder line. Industry process overviews from Pennex, JM Aluminium, and AMC Aluminum describe a similar flow, even when the end uses differ.
Think of the billet as the raw material, the die as the shape-maker, and the profile as the long continuous result. The die controls what aluminum extruded shapes are even possible. The billet condition affects flow. The press setup influences consistency. If flow is uneven, the result may show up as shape variation, twist, or surface issues.
These later press-line steps matter more than many buyers realize. Cooling affects dimensional stability and mechanical properties. Stretching improves straightness, which helps with cleaner assembly in frames, guards, and enclosures. Cutting determines whether parts arrive ready for stock use or need more processing.
It also helps to separate extrusion from fabrication. Drilling, tapping, punching, machining, anodizing, or powder coating usually happen after the profile leaves the press. For architectural work, that can mean smoother visible surfaces. For industrial use, it can mean easier assembly and better fit. Those differences are exactly why spec sheets lean so heavily on terms like alloy, temper, finish, and profile family.
Spec sheets get confusing when formal material labels sit next to catalog shorthand. Industry definitions from Eagle Aluminum and alloy naming guidance from Xometry make the language easier to decode. That matters when comparing aluminum extrusion profiles, because one term may describe the metal itself, another the surface, and another the way parts go together. You may also see the same item called an aluminum profile in one catalog and an aluminium profile in another.
Alloy identifies the aluminum family and composition. Temper describes the strength and hardness condition created by mechanical or thermal treatment, such as O, H, or T designations. Finish refers to the surface state, such as mill finish, anodizing, brushing, polishing, or powder coating. Those labels answer three different questions: what the material is, how it was strengthened, and what the surface will be like in use.
Not every term is metallurgical. A profile family is a catalog grouping for related shapes, such as channels, trims, bars, architectural profiles, or structural framing members. An aluminum framing system is broader. It usually means coordinated profiles plus joining features and companion parts meant to work together in assembly. One aluminium profile is a shape. A system is the shape plus the build logic around it.
| Term | Plain-language meaning | Why it matters during selection |
|---|---|---|
| Alloy | The aluminum recipe, such as a 6xxx series grade | Drives strength, corrosion behavior, formability, and typical use |
| Temper | The hardness and strength condition after processing | Affects machining, structural performance, and bendability |
| Finish | The profile's surface condition or treatment | Influences appearance, durability, and exposure suitability |
| Profile family | A grouped shape category, like channels or trims | Helps narrow function before comparing exact dimensions |
| Framing system | Profiles designed to assemble with matching hardware | Changes how a structure is built, adjusted, and maintained |
| Standard profile | One of the standard aluminum extrusions kept as regular catalog shapes | Usually simpler to source when geometry is common |
| Custom profile | A shape made for a specific cross-section need | Makes sense when stock geometry cannot meet the design |
| Accessory | Companion parts used to join, mount, or finish profiles | Can determine whether a profile works smoothly in assembly |
Clear terminology prevents shape names from being mistaken for material choices. It also makes the next layer of selection far more useful, especially when two common 6xxx alloys can look similar in a listing but differ in finish quality, machining behavior, and structural priorities.
For many extruded aluminium decisions, the biggest material question is not whether a profile can be made. It is which alloy and finish combination best fits the job. Two of the most common choices are 6061 and 6063. Both are heat-treatable 6000-series alloys used in extrusion, but they point in different directions. In general, 6061 is selected when higher strength and better machinability matter more. 6063 is often chosen when smoother visible surfaces, easier forming, and better appearance in finished aluminum profiles matter most. A verified 6061 vs 6063 comparison also shows the strength gap clearly in T6 temper.
| Selection factor | 6061 | 6063 | Why it matters |
|---|---|---|---|
| Strength | Higher overall structural strength. Eagle lists 6061-T6 at minimum 42,000 psi ultimate tensile and 35,000 psi yield. | Lower than 6061. Eagle lists 6063-T6 at minimum 28,000 psi ultimate tensile and 23,000 psi yield. | Important for load-bearing members, machinery parts, and more demanding structural use. |
| Corrosion resistance | Good corrosion resistance. | Generally slightly better corrosion resistance, especially where weather exposure matters. | Useful when profiles will be outdoors or in moisture-prone settings. |
| Machinability | Typically easier to machine. | Usually less machinable than 6061, though easier to shape and form. | Matters when drilling, tapping, or secondary machining is part of the design. |
| Finish quality | Can finish well, but surface appearance is not usually its main advantage. | Known for a smoother surface and stronger visual appeal. | Especially relevant for visible trims, frames, and architectural faces. |
| Best fit | Structural and industrial priorities. | Architectural and appearance-driven priorities. | Helps narrow the right alloy before reviewing exact profile geometry. |
This is where many catalog choices start to make sense. If the part is a visible trim, frame, sign element, shelf member, or decorative enclosure edge, 6063 often moves to the front because it extrudes into complex shapes with a smoother surface. Many extruded aluminum profiles for architectural use lean this way for that reason. By contrast, when the profile will be machined heavily, carry higher loads, or serve as a more structural member, 6061 is often the safer starting point.
That does not mean one alloy is always better. It means the priority changes. In many families of aluminium extrusion profiles, the same cross-section concept could work in either alloy, but the end use decides whether appearance or structural margin should lead.
When buyers ask for anodized aluminum material, they are usually talking about a finish choice layered onto an alloy decision. In simple terms, anodizing is an electrolytic process that thickens aluminum's oxide layer. That can improve corrosion resistance and wear resistance while keeping the metallic look. It also opens up finish options such as clear, colored, bright, or matte appearances.
For visible aluminum profiles, anodizing is often paired with 6063 because the smoother base surface tends to support a cleaner final look. For more industrial parts, 6061 may still be the better alloy if strength and machining drive the design. The finish improves surface performance and appearance, but it does not replace the need to choose the right alloy first.
Material and finish narrow the field, but they do not settle the whole design. A profile that looks right on paper may still be the wrong framing approach if the assembly needs frequent adjustment, modularity, or a different stiffness strategy.
A smooth finish and the right alloy help, but frame behavior is decided at the joints. For buyers comparing an aluminum t slot build with welded steel, tube assemblies, or other modular sections, the real questions are practical: How rigid must it be, how quickly must it go together, and will the layout need to change later?
A t-slot aluminum extrusion uses continuous slots to accept nuts, bolts, panels, and accessories. That makes it a strong fit for workstations, guards, light machine frames, shelving, and enclosures that benefit from quick assembly and later adjustment. Many searches for 80/20 aluminum, 8020 aluminum extrusion, or an 80/20 framing extrusion are really asking for this broader modular approach. In day-to-day aluminum framing, that flexibility is the main advantage, not maximum rigidity.
| Framing option | Where it fits best | Rigidity and assembly behavior | Main tradeoff |
|---|---|---|---|
| T-slot modular extrusion | Prototypes, guards, workstations, reconfigurable equipment | Fast to assemble and easy to revise; performance depends heavily on joint design and profile stiffness | Less ideal when vibration, tight alignment, or repeated dynamic loading dominate |
| Welded steel frame | High-rigidity bases, demanding spans, fixed production equipment | Fixed joints resist rotation well and usually deliver the stiffest overall frame | Higher fabrication effort and difficult changes after build |
| Bolted or clamped tube frame | Simple racks, guards, and utility structures | Can be straightforward and durable, but usually offers less modular adjustability than T-slot systems | Fewer accessory options and less fine adjustment |
| Sheet-based enclosure build | Cabinets, skins, covers, and enclosed housings | Good when panel surfaces are central to the design; stiffness often comes from bends, folds, and reinforcement | Not the best choice for open long-span frames by itself |
| Non-T-slot extruded members with fixed or mechanically locked joints | Low-weight structures that need better alignment retention | Can reduce slippage compared with friction-only modular joints | Usually less universal and less reconfigurable than classic T-slot systems |
Modularity creates value only when the connection method matches the load, motion, and tolerance demands of the job.
Design guides from Vention show that two 45 x 45 mm profiles can share the same outer size yet differ significantly in area moment of inertia, which means different deflection under the same load. Framing analysis from AngleLock also underscores a second point: connection type changes how a frame behaves, especially when comparing friction-based joints with fixed connections.
That is why profile size alone cannot judge structural suitability. For long horizontal members, span and deflection often govern the decision before raw material strength does. For vertical members, buckling enters the picture. For moving or vibrating equipment, joint slip, fastener retention, and alignment can matter more than the catalog width of the beam. T slot framing is often the right answer when fast assembly, clean rework, and accessory compatibility matter most. In static applications, an 80/20 framing extrusion can be very efficient. In more demanding service, periodic inspection may still be part of the maintenance plan. If the build must behave more like a permanently fixed structure, aluminum framing choices with more rigid joints, or welded steel, may be the better fit.
A frame can look perfect in CAD and still be awkward to extrude, hard to keep straight, or expensive to finish. That gap usually comes from geometry. Among aluminum extrusion shapes, the most efficient options are often the ones with balanced walls, smoother transitions, and features placed where the die can support them. Guidance from AEC and tolerance notes from Alumeco point to the same lesson: good profile design is not just about getting the shape you want, but getting it consistently.
Metal does not flow evenly through every cross-section. Some extruded aluminum shapes are far easier to make cleanly than others, especially when walls vary sharply from thick to thin. That is why uniformity matters so much.
The simplest profile that meets the job is usually the easiest to extrude consistently.
Complexity is not just about how a section looks from the outside. Internal voids, small openings, long cantilevers, and tiny holes can raise tooling difficulty fast. For many custom designs, the outer contour can carry more detail than the interior without causing the same level of risk.
This is where buyers often overread catalog data. Aluminum extrusion sizes are useful for screening, but published extruded aluminum sizes do not reveal how difficult a shape is to make well. Two profiles with similar width can have very different cost and tolerance risk.
Geometry also affects how the part works after it leaves the press. Even common aluminum channel extrusions need more than a size check before they are used as rails, supports, or framing members.
Those decisions often settle a bigger sourcing question. If the functional geometry stays close to standard practice, stock sections may be enough. If not, a custom profile starts to make sense.

That sourcing decision usually appears the moment a profile leaves CAD and enters purchasing. For many buyers asking where to buy extruded aluminum, the better question is simpler: should this be a stock section or a custom die? Guidance from Sinoextrud and the Shengxin guide points in the same direction. Start with the job the profile must do, not with the first shape you find in a listing.
Stock profiles are usually the right fit when common sections already solve the problem. Angles, channels, tubes, and T-slots are widely used because they cover a lot of framing, guarding, shelving, and support needs without new tooling. That makes standard options attractive for urgent projects, pilot builds, repair work, and designs where simple cutting or drilling can finish the part. Many extruded aluminium profiles in routine industrial and architectural use fall into this group. If a standard section meets the load, finish, and assembly needs with only minor fabrication, off-the-shelf buying is often the most practical route.
Custom earns its place when the cross-section itself can reduce parts, cleanup work, or assembly time. A project may need integrated fastening details, cable paths, panel grooves, heat-dissipation features, or a specific visible face that a stock shape cannot provide. Custom can also make sense when long-term repeat production justifies tooling because the profile fits better and wastes less material. The tradeoff is timing. Standard profiles move faster because no new die has to be designed and approved, while custom programs add development steps before first production. Reorders are a different story once that tooling is in place.
An aluminum extrusion profiles catalog should function as a screening tool, not a shortcut to a final decision. As one practical example, Shengxin Aluminium offers a catalog that lets readers compare custom profile categories, finish options such as anodizing, and application areas from building facades to machinery parts. That kind of resource is useful when deciding where to buy aluminum extrusion, because it shows whether a supplier can support both catalog selection and custom development.
In the end, the best answer to where to buy extruded aluminum is the source that can match geometry, finish, fabrication, and documentation to the real application. Once those pieces are defined, the supplier handoff becomes far more precise, and so does the final specification.
Choosing a profile is only half the job. The real payoff comes when your requirements are clear enough for purchasing, fabrication, and suppliers to act on without guesswork. A short, disciplined brief can prevent costly confusion over finish quality, fit, hardware, or post-processing.
The best extruded aluminium choice balances shape, strength, finish, manufacturability, and assembly method.
Profiles rarely work alone. Brackets, covers, seals, and other aluminum extrusion accessories often decide how fast a system goes together and how easy it is to service later. In modular builds, searches for extruded aluminum connectors or t-nuts aluminum extrusions usually point to the same issue: hardware must match slot geometry and the real load path. Visible edges may also need aluminum extrusion trim. In architectural assemblies, comparable aluminium extrusion accessories can affect appearance, drainage, and maintenance just as much as the base profile.
A supplier can review a job much faster when the package is complete. Guidance from Profile Precision Extrusions highlights a practical handoff: a PDF drawing with alloy, temper, dimensional tolerances, and cosmetic surfaces identified, plus a CAD file, cut lengths, piece count, and estimated annual usage. That level of detail helps mills evaluate feasibility and quote more accurately.
If you want an optional next step for reviewing real profile categories and finish options, Shengxin Aluminium is a useful catalog reference, especially for readers comparing custom profiles, anodized finishes, and applications from facades to machinery parts. Clear inputs make any supplier conversation more productive, and they usually make sourcing faster too.
Extruded aluminium is most useful for parts that keep the same cross-section over a long length. Typical applications include facade members, machine frames, guards, shelving, trims, enclosures, transport structures, and DIY assemblies. It is often chosen because it combines low weight, corrosion resistance, and efficient shaping into repeatable profiles. It is usually less suitable when a part changes shape along its length, needs a bulky one-piece form, or depends on highly localized features that are better produced by casting or machining.
The difference starts with how the part is made. Extrusion pushes heated alloy through a die to create a continuous profile, which makes it ideal for channels, rails, trims, and frame members. Casting fills a mold and is better for more three-dimensional shapes. Rolling makes flat products such as sheet and plate. Machining cuts material away from solid stock and is often better for low-volume parts or detailed local features. If your design depends on a repeatable section rather than a fully unique body, extrusion is usually the more efficient method.
Neither alloy is universally better. 6061 is often the stronger choice when structural performance and post-machining matter more. 6063 is commonly preferred when smoother appearance and architectural finish are the priority. The final decision should also consider environment, visible surface quality, and finishing plans. For example, anodizing can improve surface durability and support a clean metallic look, but it works best when paired with an alloy that already matches the application. A visible trim piece and a machined support member may need different alloys even if their shapes look similar.
A t-slot aluminum extrusion system makes sense when fast assembly, adjustability, and future changes are important. It works especially well for workstations, guards, shelving, light machine frames, and prototype equipment because hardware can be added or moved without major rework. A welded frame is often the better option when maximum rigidity, fixed alignment, or demanding vibration conditions matter more than flexibility. The right choice depends on the whole structure, not just the profile size. Joint type, span, deflection, and load path all influence performance.
Start with stock profiles if a common angle, channel, tube, or modular member already meets the geometry, finish, and assembly needs. Move to a custom extrusion when the cross-section can remove extra parts, support panels, route cables, improve appearance, or simplify repeat production. When comparing suppliers, check for clear drawings, alloy and temper options, finish choices, fabrication capability, and documentation. If you want a practical reference while reviewing custom profiles and anodized finish options, Shengxin Aluminium is one useful catalog resource to compare alongside other suppliers.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










