

Search results often mix section, profile, and extrusion as if they mean the same thing. They overlap, but they are not identical. Getting the wording right makes it much easier to read catalogs, compare drawings, and ask better questions when reviewing an aluminium profile section.
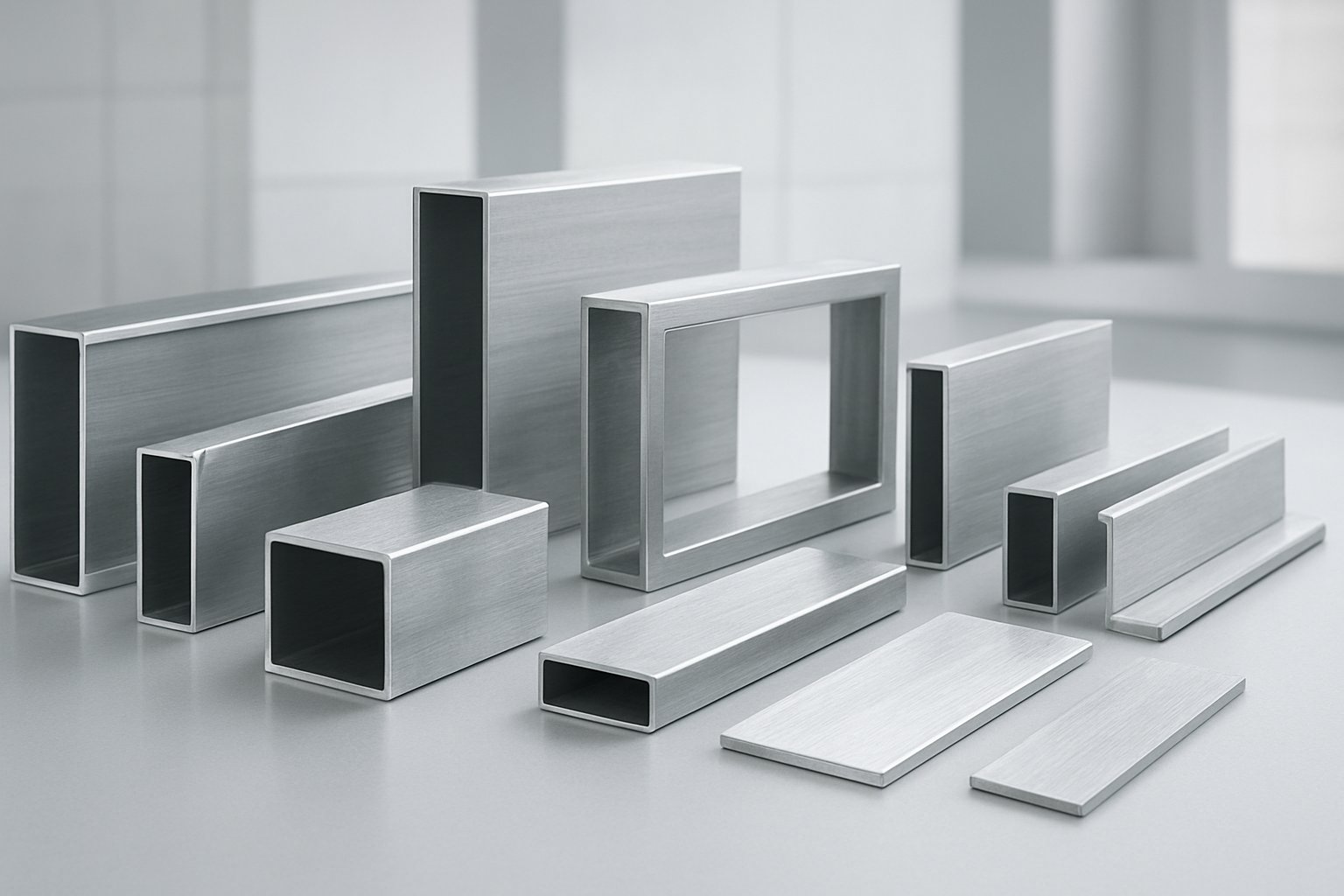
In plain language, an aluminium section is the shape you would see if you cut the part and looked straight at the end. That end-view, or cross-sectional shape, includes both the outer contour and any inner voids or walls. This is why U, T, angle, tube, and box forms are treated as different aluminium sections. In production, a heated billet is pushed through a shaped die to create a continuous length, then the part is cut and finished. That is the basic idea behind an aluminium extruded section.
Quick definition: Section means the end-view shape. Profile refers to the overall form of the part. Extrusion describes the manufacturing process used to make that shape. One product can accurately be called all three.
Mastar Metal defines section as the cross-sectional shape, profile as the broader form, and extrusion as the shaping process. In real buying language, suppliers may list aluminium extrusion sections in one catalog while drawings describe the same item by its section shape. If you search for an aluminium section name pdf, you are usually looking for a chart that matches those shapes to common names and uses.
Those terms sound simple, yet they influence how products are grouped, quoted, and specified. Shape is only the starting point. The real differences show up when open channels, hollow forms, and custom geometries enter the picture.

That shape-first definition becomes far more useful when profiles are sorted by whether their cross-section is open or closed. In practical terms, shape affects stiffness, fastening access, appearance, and the kind of job a profile can do, from a simple trim edge to a framed enclosure.
Open profiles leave at least one side accessible. That changes how they are used in the field. They are generally easier to drill, bolt, notch, or use as guides, which helps explain why aluminium channel sections appear so often in trims, tracks, mounting rails, and light framework. An aluminium u section is commonly chosen where something needs to slide, sit, or be edged neatly. An aluminium c section usually offers a more framing-oriented shape with an open face that still connects easily to adjoining parts. An aluminium t section works differently again. Its top flange helps support or divide panels, while the stem creates a joining line below.
Closed profiles wrap material around a void. That geometry often improves stiffness for the weight and helps resist twisting, a practical point reflected in references on hollow profiles. For support frames, enclosure structures, rail members, and similar assemblies, an aluminium box section or another aluminium hollow section is often a logical starting point. A square tube gives balanced faces on all sides. An aluminium rectangular box section can be more suitable when loads or attachment points favor one direction. The trade-off is access. Once the shape is closed, internal fastening, drainage, and end connections need more planning than they do with open channels.
Standard shapes cover a wide range of needs, but not every assembly fits a simple channel or tube. Custom extrusions can combine grooves, lips, screw ports, mounting tracks, or semi-hollow features in one profile, reducing the need for separate brackets or trim pieces. That broader grouping of solid, hollow, semi-hollow, and custom forms is also reflected in this extrusion overview. When a standard profile creates too much cutting, secondary fastening, or added parts, a tailored shape may simplify the overall build even if the section itself looks more complex.
| Section shape | Typical uses | Advantages | Limitations | Key selection considerations |
|---|---|---|---|---|
| U channel | Guides, edge protection, glass borders, light enclosures | Easy access, simple fastening, useful for holding inserts or panels | Less resistant to twisting than closed forms | Opening width, leg depth, finish, attachment method |
| C channel | Framing, rails, mounting runs, decorative reveals | Open face, easy connection, useful for support framing | Not ideal when an enclosed member is needed | Flange proportions, span direction, connection points |
| T section | Panel joins, dividers, modular frameworks | Helps spread load across the flange, creates a clean separation line | Open geometry limits torsional stiffness | Flange width, stem depth, panel interface |
| Angle or L | Corner reinforcement, brackets, edge support | Simple, versatile, easy to cut and fasten | Limited enclosure and lower stiffness than box forms | Leg size, corner fit, load direction |
| Box and rectangular hollow | Frames, supports, enclosure structures | Good strength-to-weight balance, better torsional resistance, clean outer faces | Joining can be less accessible, especially inside the section | Outer size, wall thickness, end connections, drainage needs |
| Custom or semi-hollow | Specialized assemblies, integrated trims, machine parts | Can combine multiple functions in one extrusion | Tooling and design review are usually more involved | Volume, drawing clarity, downstream fabrication steps |
Shape names narrow the field, but they do not complete the specification. A channel, tee, or tube can exist in many dimensions and wall thicknesses, so the real meaning of a product listing starts to emerge only when the numbers and drawings come into view.
A U channel or box tube stops being just a shape the moment a listing adds numbers. That is where casual browsing turns into real specification work. Product pages, section drawings, and quotations often describe the same item in slightly different ways, so the goal is simple: translate each line into the actual aluminium cross section, length, finish, and tolerance requirements.
Most listings start with the cross-sectional size, then add wall thickness and stock length. For a hollow profile, that often means outside width x outside height x wall thickness x length. A note such as 50 x 25 x 2 x 3000 mm is usually read as width, height, wall, then cut length. When comparing aluminium box section dimensions, check whether the numbers describe only the outer size or also the internal opening. That matters because two products with similar box section aluminium sizes can leave very different usable space inside.
Some catalogs also group products by series or base size. In modular profile systems, published ranges often use 20, 30, 40, 45, and 60 mm series, as shown in this profile size guide. Even so, exact aluminium section sizes should always be confirmed on the supplier drawing.
Wall thickness affects stiffness, fastening strength, and mass. One published guide for modular profiles notes typical wall thickness around 1.5 to 3.0 mm, but that is not a universal rule for every extrusion family. Weight listings help because they reveal how much metal is really in the shape. A common theoretical method in this weight formula calculates kilograms per meter from cross-section area: area in mm2 x 2.7 x 10-6. In practice, aluminium section weight follows area and length, not just outside dimensions.
Drawings add the details a product card leaves out. The AEC tolerance guidance shows that size is only one part of the story. Straightness, flatness, twist, and, for hollow shapes, separate metal and space dimensions may all need control. Quotations may also call out alloy, temper, finish, cut length, and tolerance class. If a supplier has a section sketch or catalog extract, place it next to the quote during review. It makes errors much easier to catch.
Those numbers only make sense when tied to the job itself. A slim sightline frame, a heavier support tube, and a facade member can look close on paper while serving very different building applications.
A profile that looks right on a drawing can still be wrong for the job. The real test is application. In 8020 Australia's architecture guide, common uses include structural frameworks, curtain walls, doors and windows, and balustrades and railings. That range matters because the same material gets asked to do very different things, from creating a clean sightline to supporting an exposed exterior assembly.
For framed openings, aluminium window sections are usually valued for a mix of low weight, durability, and low maintenance. The source highlights doors and windows as rust-resistant and long-lasting, which helps explain why framed profiles remain common in both residential and commercial work. In practical terms, window and fixed-frame members are often chosen for neat appearance, stable geometry, and the ability to fit into a larger assembled frame without adding unnecessary bulk.
Aluminium door sections often need a little more from the profile because doors are handled repeatedly and usually sit in high-visibility areas. For that reason, aluminium door frame sections are commonly judged on rigidity, corrosion resistance, and finish quality as much as basic size. Facade work brings a broader system view. A typical aluminium curtain wall section is selected for weather exposure, light weight, and how it works within a curtain wall assembly rather than as a stand-alone shape. If you have catalog cutaways, frame diagrams, or real section images, this is a strong place to add them for quick comparison.
Railings and support frames push the conversation toward exposure, stiffness, and assembly method. The same reference points to balustrades and railings because aluminium resists corrosion and suits modern architectural finishes. It also highlights structural frameworks for their high strength-to-weight ratio and modular assembly potential. That is why an aluminium railing section is often associated with balconies, stair edges, and terraces, while aluminium structural sections are widely linked to support framing, partitions, greenhouse structures, and solar panel mounting systems.
| Application type | Common section forms | Desired performance traits | Typical trade-offs |
|---|---|---|---|
| Windows and fixed frames | Frame profiles, slim hollow members, light channels | Low maintenance, neat appearance, durability, manageable weight | Very slim profiles may leave less room for robust framing details |
| Doors and entrances | Frame members, stronger hollow forms, edge-support profiles | Rigidity, repeated-use durability, corrosion resistance, finish consistency | Heavier-duty members can increase visible frame size and fabrication effort |
| Curtain walls and facades | Facade framing members, multi-part extruded profiles | Light weight, weather resistance, system compatibility, clean exterior lines | Assembly complexity rises because multiple parts and interfaces must align |
| Railings and balustrades | Rail, post, and support profiles | Corrosion resistance, visual quality, dependable stiffness in exposed areas | Exterior placement puts more pressure on detailing and finish choice |
| General structural framing | Box, hollow, and modular framing profiles | High strength-to-weight ratio, adaptability, easier assembly and modification | Practical framing shapes may look more utilitarian than decorative |
Application narrows the field fast, but it still does not settle the whole decision. A profile suited to a facade, frame, or railing can perform very differently once finish, exposure, cleaning demands, and thermal conditions enter the picture.

A profile that works for a window, railing, or facade on paper can still underperform if the finish does not suit the place where it will live. The same shape may stay clean and stable indoors, or spend years facing rain, salt, sunlight, and repeated washing outside.
Aluminium does not rust like steel because it forms a thin protective oxide layer of its own. Even so, corrosion can still develop in demanding conditions. A mill finish vs anodized comparison helps here. Mill finish is closer to the as-extruded surface and may show die lines, marks, or uneven grain. Anodizing is an electrochemical treatment that grows a thicker oxide layer, improving corrosion resistance, abrasion resistance, and color retention.
For a dry interior setting, non-anodized stock may be perfectly adequate. For exposed architecture, many buyers lean toward anodised aluminium sections because finish durability, cleaning expectations, and corrosion resistance all become more important. That is especially true for a visible aluminium window frame section, door surround, or railing.
Low-exposure interior use can tolerate a simpler finish. Exterior and highly visible use usually benefits from added surface protection.
Finish and insulation are different issues, but they meet in building envelopes. A thermal break is a non-conductive barrier between inner and outer aluminium parts, helping reduce heat transfer and condensation. Thermal break aluminium sections matter most in windows, doors, and facade framing, not in every trim or general support profile.
Surface finish protects the metal. A thermal break controls heat flow. Framed exterior assemblies may need both.
Those trade-offs are where finish stops being a cosmetic choice and starts shaping the buying decision itself.
By this point, the shape, size, and finish are clearer. The harder part is deciding which option actually fits the job without creating trouble during assembly. A good choice usually comes down to four variables that Sistemal also emphasizes: intended use, mechanical demands, cross-section, and surface treatment. That framework helps narrow aluminium section types before you get distracted by catalog volume or aluminium section price alone.
Even a well-sized profile can become a poor choice if the joining method does not suit the shape. TWI notes that common aluminium joining methods include adhesives, mechanical fastening, brazing, soldering, and welding, with the best option depending on strength, cost, and application. For joining aluminium box section, access matters as much as strength. A closed tube may look ideal structurally, but it gives you fewer internal fastening options than an open channel.
If you are wondering how to join aluminium box section, think at a high level first: will the joint need to be permanent, removable, sealed, or visually clean? That answer often rules out half your options before detailed design begins.
That is where many buying problems start. If the right answer still seems to require too many compromises, the issue may not be the material at all. It may be that a standard extrusion is no longer the best fit.
When a stocked shape starts creating too many workarounds, the real decision is no longer about metal alone. It is about whether a standard profile, a lightly modified stock item, or a fully custom design will lower total project friction. Buyers often discover this when a simple frame detail turns into extra welding, machining, or assembly steps.
Guidance from Akshar Industries is practical here. Standard extrusions use existing dies, so they usually move faster and avoid new tooling cost. That makes them a strong fit for common framing, trims, rails, and straightforward aluminium box section extrusion needs. A modified standard profile can also be the smart middle ground when the base shape works and only limited drilling, cutting, or machining is required.
| Option | Tooling and die need | Best fit | Finish flexibility | Typical sourcing considerations |
|---|---|---|---|---|
| Standard profile | Existing die | Common shapes, urgent timelines, lower upfront cost | Depends on supplier stock and finishing line | Check catalog availability, size range, and minimum order terms |
| Modified standard | Existing die plus secondary work | Projects that need small changes without full redesign | Often good, but extra machining may affect lead time | Confirm who handles machining, drilling, cutting, and inspection |
| Fully custom profile | New die and design review | Integrated features, tighter fit, repeated production | Usually broader when supplier also offers anodizing or coating | Ask about die cost, approval process, tolerances, and production volume |
Custom work earns its place when the profile itself can remove parts or steps. Akshar notes that the higher initial tooling cost can be offset when extra fabrication is reduced. Technical detail from Taber Extrusions also shows why custom jobs rely on die engineering, CAD-based design, and controlled material flow rather than a rough sketch. If an extruded aluminium box section needs hidden channels, mounting points, or tighter dimensional control, custom design may be more efficient than forcing a stock option to behave like something it is not.
For a real catalog example, Shengxin Aluminium is worth reviewing as a sourcing reference. Its range covers architectural and industrial profiles, including lightweight, corrosion-resistant options with anodizing and multiple finishes for uses from facades to machinery parts. That is the kind of breadth buyers should expect from a capable aluminium profile section manufacturer.
Not all aluminium section manufacturers offer the same mix of tooling, finishing, machining, and drawing support. Those differences start to matter the moment quotations arrive, especially when you need to compare catalogs, lead times, and the quality of the information behind the price.
When quotes start coming in, the useful difference is rarely the first number on the page. It is the detail behind it. A clear request helps you compare aluminium section suppliers on the same basis, and it also shows which companies can do more than simply provide stock lengths.
The enquiry guidance from Custom Profiles is a solid model. Before asking for price, gather the items below so the supplier can quote the right profile, finish, and follow-on work.
If the job is for fenestration, ask for an aluminium window sections catalogue pdf or equivalent technical drawing pack, not just a photo sheet.
Some buyers work with aluminium section dealers for stocked items, while others need a manufacturer that can handle tooling, finishing, and fabrication. A stronger comparison usually looks at capability, not just price.
A careful RFQ does more than speed up quoting. It reveals which supplier can actually support the project from drawing to delivery.
A section is the end-view shape of the part, such as a U channel or box form. Profile is a broader commercial term for the part’s shape and design features. Extrusion refers to the manufacturing method used to create that continuous shape through a die. In supplier catalogs, the same product may be described with all three words, so the safest approach is to confirm the cross-section drawing, dimensions, finish, and intended use before ordering.
Start with function. Open shapes like U, C, T, and angle profiles are easier to access for drilling, fastening, trimming, and panel guidance. Closed shapes like box and hollow sections are often preferred when cleaner outer faces, better resistance to twisting, or lighter framed structures are needed. The right choice also depends on how the part will be joined, whether internal access matters, and how visible the final assembly will be in service.
Check more than the outer size. Confirm the outside dimensions, wall thickness, internal opening, cut length, finish, alloy, and any tolerance requirements. It is also worth asking how the section will be connected, because closed forms can limit fastening access. If the box section is for a visible or outdoor job, ask for the matching drawing and finish specification as part of the quotation review, not after production starts.
Anodized sections are commonly chosen when appearance, surface durability, and better resistance to outdoor exposure matter. They are often a stronger fit for visible architectural parts such as frames, facades, and railings. Thermal break sections matter in building envelope systems where reducing heat transfer is important, especially in windows, doors, and facade assemblies. These are two different decisions: one is about surface protection, and the other is about insulation performance.
Custom extrusion becomes more attractive when a standard shape creates too many extra steps, such as added brackets, repeated machining, or awkward assembly. A custom profile can combine grooves, mounting points, and interface features into one section, which may simplify the full build even if tooling is needed. When reviewing options, ask whether the supplier can support die making, finishing, and drawings. As a practical catalog reference, Shengxin Aluminium shows how architectural and industrial custom profiles are typically presented with anodizing and multiple finish choices.




 خدمة الإنترنت
خدمة الإنترنت 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 العربية
العربية English
English français
français Deutsch
Deutsch русский
русский español
español português
português ไทย
ไทย Việt
Việt Українська
Українська










